Starrag LX 051
Key Specifications
X Travel
Y Travel
Z Travel
Max Spindle
Spindle Taper
Tool Capacity
Overview
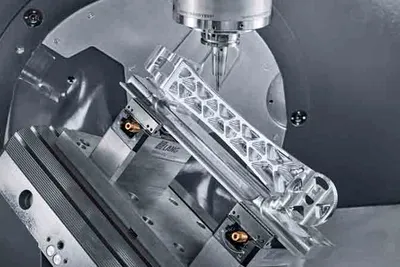
The Starrag LX 051 is a horizontal 5-axis machining center in Starrag's LX series, designed for the complete 5-axis machining of complex airframe structural parts such as wing ribs, spars, frames, and engine-attachment fittings. The LX series complements Starrag's NX (column-type) and SRM (blisk) lines by offering a horizontal-spindle configuration that provides superior chip evacuation and coolant delivery for aerospace aluminum and titanium structural work.
The LX 051 features a 500 mm rotary table (B/C axis) that delivers full simultaneous 5-axis motion, with axis travels of 1,050 mm (41.3 in) in X, 800 mm (31.5 in) in Y, and 800 mm (31.5 in) in Z. The horizontal spindle accepts HSK-A63 tooling and delivers up to 20,000 RPM at 30 kW (40 HP) for high-speed aluminum machining, or can be configured with a lower-speed, higher-torque option for titanium structural applications. Rapid traverse reaches 40 m/min (1,575 IPM) on linear axes.
Maximum workpiece capacity is 600 kg (1,323 lb) on the rotary table, accommodating the majority of single-aisle aircraft structural detail parts. Positioning accuracy of ±0.005 mm (±0.0002 in) and repeatability of ±0.002 mm (±0.00008 in) support the tight geometric tolerances required under AS9100 aerospace quality systems.
The Siemens SINUMERIK 840D sl control provides full 5-axis simultaneous interpolation, CYCLE800 swivel plane cycles, and Starrag's proprietary aerospace postprocessor library. The horizontal configuration makes the LX 051 particularly effective when used in pallet-pool FMS cells for sustained lights-out production of recurring airframe part families. New LX 051 machines price between $900,000 and $1,600,000 depending on configuration.
Full Specifications
| Parameter | Value |
|---|---|
| X-Axis Travel | 1,050 mm (41.3 in) |
| Y-Axis Travel | 800 mm (31.5 in) |
| Z-Axis Travel | 800 mm (31.5 in) |
| Table Diameter | 500 mm (19.7 in) |
| Rotary Axes | B-axis (tilting) + C-axis (rotary), simultaneous 5-axis |
| Max Spindle Speed | 20,000 RPM |
| Spindle Taper | HSK-A63 |
| Spindle Motor Power | 30 kW (40 HP) continuous |
| Max Workpiece Weight | 600 kg (1,323 lb) |
| Rapid Traverse Rate | 40 m/min (1,575 IPM) |
| Tool Capacity | 60 standard (120 optional) |
| Positioning Accuracy | ±0.005 mm (±0.0002 in) |
| Repeatability | ±0.002 mm (±0.00008 in) |
| CNC Control | Siemens SINUMERIK 840D sl |
| Spindle Orientation | Horizontal |
| Su | Mo |
| Cumpleaos | undefined |
Specifications sourced from starrag.com — verified 2026-03-28
Strengths & Limitations
Strengths
- Horizontal spindle orientation provides natural chip-fall and coolant drainage, critical for aluminum aerospace machining where chip re-cutting degrades surface finish and accelerates tool wear
- 20,000 RPM spindle enables high-speed aluminum cutting — removing material at rates that make complex airframe ribs and frames economically viable to produce
- Full simultaneous 5-axis motion on a rigid horizontal platform machines complex airframe geometry — undercuts, angled flanges, intersecting bores — in a single setup
- 600 kg table load and 500 mm table diameter cover the vast majority of single-aisle airframe structural detail parts without size compromise
- FMS-compatible horizontal layout is ideal for pallet pool integration, enabling lights-out multi-shift production of recurring aerospace part families
- Starrag's aerospace postprocessor library accelerates new program development by providing proven, validated starting points for complex 5-axis airframe programs
Limitations
- 20,000 RPM spindle is optimized for aluminum; shops needing sustained heavy titanium roughing may prefer the NX 138's higher-torque configuration
- Price range of $900K-$1.6M restricts the LX 051 to committed aerospace production environments — not a general-purpose investment
- 40 m/min rapid traverse is modest compared to high-speed vertical 5-axis centers optimized for aluminum aerospace machining
- 500 mm table diameter limits part size; oversized airframe components require a larger LX variant or a gantry-type machine
- Specialized aerospace orientation means resale market is narrow compared to more general-purpose 5-axis machining centers
Best For
Frequently Asked Questions
01
The LX 051 uses a horizontal spindle orientation with a rotary/tilting table and targets aerospace aluminum structural machining at up to 20,000 RPM. The NX 138 uses a moving-column architecture with a stationary table and is focused on high-power titanium and Inconel roughing at up to 100 kW spindle power. The LX 051 excels in high-speed aluminum airframe work with natural chip evacuation; the NX 138 excels in aggressive titanium removal on large, heavy structural components.
02
Yes, but with appropriate spindle configuration. The standard 20,000 RPM / 30 kW spindle is optimized for aluminum. For titanium structural parts, Starrag offers lower-speed, higher-torque spindle variants for the LX platform. Titanium machining on the LX 051 is practical for moderate material removal rates; shops requiring aggressive titanium roughing at full power should evaluate the NX 138 instead.
03
Yes — the LX 051's horizontal spindle and pallet interface are designed for FMS integration. The machine connects with pallet pool systems from Starrag, Fastems, Liebherr, and others. For aerospace shops running families of structural parts across multiple shifts, a pallet pool of 12-40 pallets enables consistent lights-out production with minimal operator intervention.
04
The LX 051 is compatible with all major 5-axis CAM packages including OPEN MIND hyperMILL, Siemens NX CAM, Dassault CATIA V5/V6 NC, and Mastercam. Starrag maintains a validated postprocessor library for these platforms, and works directly with application engineers at CAM vendors to ensure kinematics models and tool-path output are qualified for aerospace production. Customers are advised to engage Starrag's applications team early in CAM implementation.
05
Horizontal spindle orientation allows chips to fall away from the cutting zone by gravity rather than accumulating in pockets and cavities. For aluminum airframe parts — which generate large chip volumes — this dramatically reduces the risk of chip re-cutting, which damages surface finish, accelerates tool wear, and can break cutters. The horizontal configuration also makes coolant delivery to the cutting zone more effective, improving tool life and part quality on deep-feature machining.
Videos

Starrag TV

Starrag TV

Starrag TV

Starrag TV

Starrag TV
Community Discussions
Owner experience and review — any experience with Starrag Ecospeed or Modig Rigid mill?
Comparison and buying advice — Starrag Heckert machines compared to others ...
Community discussion — Where to find instruction/parts manuals ...
Pricing and buying discussion — Shopping for a 5 axis ... - Practical Machinist
Community discussion — Starrag - Any of your Reddit machinists had the chance to use ...
Troubleshooting and problem-solving — Need Help with Vevor Lathe Decision : r/Machinists - Reddit
Community discussion — Recommendations on a good metal lathe? : r/Machinists - Reddit
Owner experience and review — Water jet recommendations? : r/Machinists - Reddit
Links to community discussions. Summaries are editorial — visit the original thread for full context.
Related Machines
DMG Mori DMU 50

Haas UMC-750
Makino D500

DMG Mori DMU 65 monoBlock

DMG Mori DMU 80P duoBLOCK
