Starrag LX 021
Key Specifications
X Travel
Y Travel
Z Travel
Max Spindle
Spindle Taper
Tool Capacity
Overview
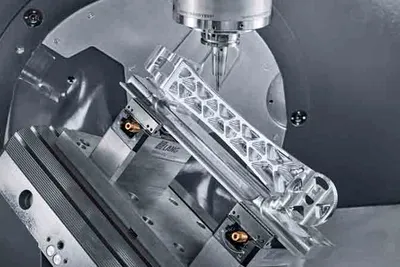
The Starrag LX 021 is a purpose-built 6-axis turbine blade machining center designed to take raw forgings and deliver finished blades in a single operation. This is not a general-purpose 5-axis machine—it is a highly specialized platform engineered exclusively for the aerospace and power generation industries, where turbine blade geometry demands simultaneous multi-axis contouring at extreme spindle speeds with micron-level accuracy. The LX 021 handles blades up to approximately 210 mm (8.3 in) in length, making it ideal for compressor and low-pressure turbine blades.
The 30,000 RPM HSK-A40 spindle delivers 20 kW (27 hp) with the high-speed capability needed for efficient machining of nickel-based superalloys and titanium blade alloys. Axis travels of 400 x 200 x 410 mm (15.75 x 7.87 x 16.14 in) on X/Y/Z are compact by design—optimized for blade geometries rather than general prismatic work. The A-axis provides full 360-degree rotation while the B-axis tilts from -45 to +95 degrees, giving the spindle complete access to complex airfoil profiles, root forms, and tip features. An integrated 4,000 RPM turning capability enables blade root turning operations without reclamping.
The Siemens CNC control manages the complex multi-axis interpolation required for airfoil profiling, and the standard 30-tool disk magazine (expandable to 90 tools) supports the variety of small-diameter tooling used in blade finishing. Starrag's proprietary RCS (Reverse Cutter System) and adaptive machining capabilities optimize material removal on near-net-shape forgings. The LX 021 is designed for lights-out production with robotic blade loading, and multi-machine cells of 4-8 LX 021 units are common in turbine blade production facilities. It competes with the Liechti Turbomill series (also Starrag Group), GF Machining Solutions Mikron MILL P, and Makino T-series in the specialized blade machining segment.
Full Specifications
| Parameter | Value |
|---|---|
| X-Axis Travel | 400 mm (15.75 in) |
| Y-Axis Travel | 200 mm (7.87 in) |
| Z-Axis Travel | 410 mm (16.14 in) |
| A Axis Range | 360° (continuous) |
| A Axis Speed | 4,000 RPM (turning mode) |
| B Axis Range | -45° to +95° (140° total) |
| Max Spindle Speed | 30,000 RPM |
| Spindle Taper | HSK-A40 (HSK-T40) |
| Spindle Motor Power | 20 kW (27 hp) |
| Spindle Torque | 22.5 Nm (16.6 ft-lb) |
| Tool Capacity | 30 (standard disk magazine), up to 90 |
| Max Tool Diameter | 79 mm (3.1 in) |
| Max Tool Length | 150 mm (5.9 in) |
| Max Tool Weight | 1.2 kg (2.6 lb) |
| Max Blade Length | ~210 mm (8.3 in) |
| Number Of Axes | 6 (X, Y, Z, A, B + turning) |
| CNC Control | Siemens SINUMERIK 840D sl |
| Name | Market Cap in M |
| 3m | 148.05 |
| Amazon | 211.71 |
| American Express | 300.24 |
| Amgen | 353.93 |
| Apple | 252.62 |
| Boeing | 199.61 |
| Caterpillar | 719.04 |
| Chevron | 205.15 |
| Cisco | 81.83 |
| Coca Cola | 75.25 |
| Goldman Sachs | 841.84 |
| Honeywell | 225.79 |
| Ibm | 241.39 |
| Johnson Johnson | 239.93 |
| Jpmorgan Chase | 295.42 |
| Mcdonalds | 311.70 |
| Merck | 119.37 |
| Microsoft | 371.04 |
| Nike | 52.98 |
| Nvidia | 178.68 |
| Procter Gamble | 143.92 |
| Salesforce | 181.96 |
| Sherwin Williams | 321.95 |
| Travelers | 290.59 |
| Unitedhealth | 270.55 |
| Verizon | 50.37 |
| Visa | 304.91 |
| Walmart | 123.06 |
| Walt Disney | 95.95 |
| Date | Analyst |
| Performance | -7.12 % |
| High | 49,815.22 |
| Low | 45,369.39 |
| Volatility | 14.03 |
| Sp 500 | 62,091,498.82 USD |
| Dow Jones | 20,869,843.73 USD |
| Euro Stoxx 50 | 5,471,663.37 USD |
| Ftse 100 | 3,369,275.65 USD |
| Cac 40 | 2,661,586.21 USD |
| Dax | 2,262,682.51 USD |
| Smi | 1,736,509.30 USD |
Specifications sourced from starrag.com — verified 2026-03-28
Strengths & Limitations
Strengths
- Purpose-built 6-axis architecture with integrated turning enables complete blade machining from raw forging to finished part in a single setup
- 30,000 RPM HSK-A40 spindle delivers the surface speeds needed for efficient machining of nickel superalloys and titanium blade alloys
- 4,000 RPM A-axis turning capability eliminates the need for a separate lathe operation for blade root features
- Starrag's proprietary adaptive machining and RCS technology optimize material removal on near-net-shape forgings with varying stock allowances
- Designed for robotic loading and multi-machine cell configurations, enabling true lights-out blade production at scale
Limitations
- Extremely specialized—cannot be repurposed for general 5-axis work if blade production needs change
- Compact work envelope (400 x 200 x 410 mm) limits blade size to approximately 210 mm, requiring the larger LX 051 for bigger blades
- HSK-A40 taper and small tool capacity constrain the machine to small-diameter tooling only
- Premium pricing ($600K-$1M) reflects aerospace-grade specialization and Starrag's niche market position
- Very limited resale market due to extreme specialization—asset flexibility is minimal
Best For
Frequently Asked Questions
01
A new Starrag LX 021 typically costs between $600,000 and $1,000,000 depending on configuration and automation level. A standalone machine with standard 30-tool magazine and Siemens control starts around $600,000. Adding expanded tool magazines (up to 90 tools), robotic loading integration, adaptive machining software, and full cell automation packages pushes the price to $800,000-$1,000,000 or more. These machines are rarely sold individually—most are ordered in multi-machine cells of 4-8 units, and cell pricing is negotiated on a project basis. Used LX 021 machines occasionally appear on the market for $200,000-$400,000.
02
The LX 021 and LX 051 are both Starrag blade machining centers, differentiated primarily by blade size capacity. The LX 021 handles blades up to approximately 210 mm in length, targeting compressor blades and smaller turbine blades. The LX 051 accommodates blades up to approximately 510 mm, handling larger low-pressure turbine blades and industrial gas turbine blades. The LX 051 has proportionally larger axis travels, more spindle power, and a higher price point. Both share the same 6-axis architecture, Siemens control, and automation-ready design philosophy.
03
While optimized for nickel-based superalloys (Inconel 718, Waspaloy, Rene alloys) and titanium blade alloys (Ti-6Al-4V), the LX 021 can also machine compressor blades in stainless steels and aluminum alloys. The 30,000 RPM spindle is particularly effective on aluminum and titanium at high surface speeds. However, the machine's compact work envelope and specialized fixturing make it impractical for anything other than blade-type geometries, regardless of material.
04
The LX 021 is designed from the ground up for robotic loading. A 6-axis industrial robot (typically FANUC or KUKA) loads raw blade forgings into the machine's clamping fixture, the machine completes all machining and turning operations, and the robot unloads the finished blade and loads the next forging. In a typical multi-machine cell, one robot serves 4-8 LX 021 machines, with a centralized blade magazine providing buffer storage. Starrag provides cell management software that coordinates production scheduling, tool life monitoring, and quality data across all machines in the cell.
05
The LX 021 is used almost exclusively in two industries: aerospace (jet engine blade production) and power generation (gas and steam turbine blade production). Major customers include jet engine OEMs like GE Aerospace, Pratt & Whitney, Rolls-Royce, and Safran, as well as their tier-1 blade suppliers. Power generation customers include gas turbine manufacturers like Siemens Energy and Mitsubishi Power. The machine is also used by MRO (Maintenance, Repair, and Overhaul) facilities that reprofile worn turbine blades.
06
RCS (Reverse Cutter System) is Starrag's proprietary approach to blade machining that uses specially designed cutting tools running in reverse rotation to improve surface finish and reduce cutting forces on thin airfoil sections. When machining the thin trailing edges of turbine blades, conventional cutting directions can cause deflection and chatter. The RCS approach reverses the engagement geometry to apply cutting forces in a direction that supports the thin blade wall rather than deflecting it. This technology is particularly valuable on nickel superalloy blades where surface integrity requirements are extremely stringent.
Videos

Starrag TV

MTDCNC

MTDCNC North America

Starrag TV

LEE HANGYEOL
Community Discussions
Community discussion — Acramatic 2100 control parts - cnczone.com
Troubleshooting and problem-solving — Anayak problem with head rotation - cnczone.com
Community discussion — RCS from Starrag Heckert - CNCzone
Owner experience and review — CNC beamline robotic coping reviews - CNCzone
Links to community discussions. Summaries are editorial — visit the original thread for full context.
Comparisons
Related Machines
DMG Mori DMU 50

Haas UMC-750
Makino D500

DMG Mori DMU 65 monoBlock

DMG Mori DMU 80P duoBLOCK
