Soraluce FXR 12000
Key Specifications
X Travel
Z Travel
Max Spindle
Spindle Taper
Tool Capacity
Spindle Power
Overview
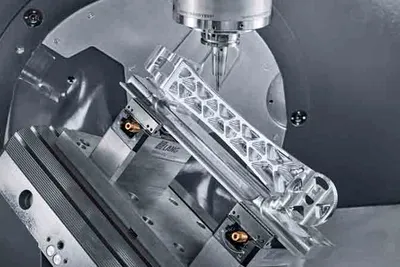
The Soraluce FXR 12000 is a gantry-type 5-axis milling center with 12,000 mm (472 in) of X-axis travel, representing one of Soraluce's largest and most capable platforms for machining very large structural components in aerospace, energy, defense, and heavy tooling. The gantry configuration — with a bridge spanning the stationary workpiece and all motion axes carried by the bridge — enables 5-axis machining of parts that are too wide or too heavy for any traveling-column machine to accommodate.
Axis travels measure 12,000 mm (472 in) in X, with gantry spans available from 4,000 mm to 6,000 mm (Y-axis), and Z-axis travel of 1,500 mm (59.1 in). The 5-axis universal milling head provides ±110-degree A-axis tilt and 360-degree continuous C-axis rotation, delivering full simultaneous 5-axis machining. The main spindle operates up to 6,000 RPM at 75 kW (100.6 HP) through HSK-A100 tooling, providing the power for sustained heavy milling in titanium, steel, and Inconel at large depths of cut.
The FXR 12000 shares Soraluce's platform architecture with the FX 12000 (which Soraluce already has in the MachineToolIndex registry), but the FXR adds the rotating universal head for full 5-axis capability rather than the FX's 3+2 or 4-axis operation. The additional rotational axes allow undercut access, compound-angle machining, and full 3D surface contouring on the largest workpieces — capabilities that are required for aerospace forward fuselage sections, large mold halves, and ship propellers.
Positioning accuracy is ±0.010 mm (±0.00039 in) on linear axes with ±5 arcseconds angular accuracy on the 5-axis head. The Siemens SINUMERIK 840D sl control manages all 5 axes simultaneously. New FXR 12000 machines price between $3,000,000 and $5,000,000 depending on gantry span, spindle configuration, and automation options.
Full Specifications
| Parameter | Value |
|---|---|
| X-Axis Travel | 12,000 mm (472 in) |
| Gantry Span Y | 4,000 - 6,000 mm (157 - 236 in) |
| Z-Axis Travel | 1,500 mm (59.1 in) |
| 5 Axis Head | Universal milling head, A-axis ±110°, C-axis 360° continuous |
| Angular Accuracy 5axis | ±5 arcseconds |
| Max Spindle Speed | 6,000 RPM |
| Spindle Taper | HSK-A100 |
| Spindle Motor Power | 75 kW (100.6 HP) continuous |
| Rapid Traverse X | 25 m/min (984 IPM) |
| Tool Capacity | 80 standard (120 optional) |
| Positioning Accuracy | ±0.010 mm (±0.00039 in) |
| Repeatability | ±0.005 mm (±0.0002 in) |
| Adaptive Control | Spindle power monitoring with automatic feed override |
| CNC Control | Siemens SINUMERIK 840D sl |
| Architecture | Gantry, stationary workpiece |
| Maximum Storage Duration Persistent | Type: HTML Local Storage |
| Maximum Storage Duration Session | Type: HTTP Cookie |
| Maximum Storage Duration 180 Days | Type: HTTP Cookie |
| Maximum Storage Duration 1 Year | Type: HTTP Cookie |
| Maximum Storage Duration 1 Day | Type: HTTP Cookie |
| Maximum Storage Duration 2 Years | Type: HTTP Cookie |
| Maximum Storage Duration 3 Months | Type: HTTP Cookie |
| Maximum Storage Duration 400 Days | Type: HTTP Cookie |
| Deferredlocallogincookiependingmaximum Storage Duration Sessiontype Http Cookie | selected-language-lcidPendingMaximum Storage Duration: SessionType: HTTP Cookie |
Specifications sourced from soraluce.com — verified 2026-03-28
Strengths & Limitations
Strengths
- 12,000 mm gantry travel accommodates the full length of very large aerospace panels, ship sections, and structural assemblies in a single clamping without repositioning
- Gantry architecture allows extremely heavy workpieces — multiple tons — to rest on the ground-level table while all machine mass is carried by the overhead bridge, eliminating workpiece weight as a constraint
- Full simultaneous 5-axis machining on gantry scale enables compound-angle cutting of aerodynamic surfaces, propeller blade profiles, and large mold 3D contours that require continuous multi-axis motion
- 75 kW spindle provides sustained heavy roughing power for titanium and steel at the long cycle times required for very large material-removal programs
- Soraluce's Adaptive Control system protects the spindle and tooling on long unattended 5-axis programs by automatically managing feed rates against spindle load
- Active Vibration Control option enables full-speed machining on long spindle extensions over large workpieces where passive damping would limit productivity
Limitations
- Base price of $3M-$5M plus installation infrastructure (precision foundation, temperature control, crane access) represents one of the largest single machine tool investments in any manufacturing facility
- 6,000 RPM spindle speed, while powerful, is not optimized for high-speed aluminum surface finishing; shops requiring fine aluminum surface quality at maximum speed may need spindle options
- Gantry installation requires an engineered reinforced concrete foundation with embedded guideways — site preparation typically takes 6-12 months before machine installation can begin
- Machine calibration and volumetric error compensation for a 12-meter, 6-meter-span gantry requires specialized metrology equipment and significant time at commissioning
- Operating a 5-axis gantry machine requires highly skilled programmers and operators; staff training investment is substantial
Best For
Frequently Asked Questions
01
The FX 12000 is Soraluce's 12-meter gantry machine configured for 3-axis or 3+2 positioning with interchangeable heads — powerful for heavy milling and boring but limited to indexed multi-face machining. The FXR 12000 adds a universal rotating head that provides full simultaneous 5-axis interpolation (A and C axes continuous), enabling true 5-axis surface machining on the same gantry platform. The FXR is the correct choice when compound-angle contouring, undercut access, and aerodynamic surface machining are required.
02
The FXR 12000 can machine workpieces up to 12,000 mm long, up to 4,000-6,000 mm wide (depending on gantry span ordered), and up to approximately 1,200 mm tall within the Z-axis travel. Workpiece weight is limited only by the floor and foundation capacity — gantry machines place no mechanical load limit on the workpiece from the machine itself.
03
At commissioning, Soraluce's metrology team performs a full volumetric calibration of all linear and rotational axes using laser trackers and precision artifacts. The geometric errors measured across the full 12-meter travel are entered into the Siemens 840D sl control's volumetric compensation tables, correcting for guideway straightness, squareness, roll, pitch, and yaw across the full working volume. Periodic recalibration (typically annually) maintains accuracy as machine components age.
04
5-axis programs for the FXR 12000 typically use simultaneous 5-axis strategies in CATIA V5/V6 NC, OPEN MIND hyperMILL, or Siemens NX CAM. Given the scale of workpieces, programs are often divided into zones with defined toolpath passes across large surfaces. Collision checking is essential at gantry scale, where the bridge, spindle carrier, and head must be verified clear of the workpiece and fixturing across all 5 axes throughout the full program.
05
Total project timeline from order confirmation to production-ready installation is typically 24-36 months. This includes 14-20 months of machine build time, 6-12 months of site preparation (foundation engineering, concrete work, embedded guideway installation), and 2-4 months of machine installation, alignment, and commissioning at the customer facility. Early engagement with Soraluce's project engineering team is essential for coordinating site preparation with machine build milestones.
Videos

SoraluceTV

SoraluceTV

SoraluceTV

SoraluceTV

SoraluceTV
Community Discussions
Maintenance and service — Soraluce radial drill - need help with lubrication
Community discussion — Brand new machine tips? - Practical Machinist
Troubleshooting and problem-solving — 5 Axis Machining: Problems w/ Stuttering-Jerking
Troubleshooting and problem-solving — FX10 (Mitsubishi) how to choose proper E-PACK
Links to community discussions. Summaries are editorial — visit the original thread for full context.
Related Machines
DMG Mori DMU 50

Haas UMC-750
Makino D500

DMG Mori DMU 65 monoBlock

DMG Mori DMU 80P duoBLOCK
