Roeders RP500
Key Specifications
X Travel
Y Travel
Z Travel
Max Spindle
Spindle Taper
Tool Capacity
Overview
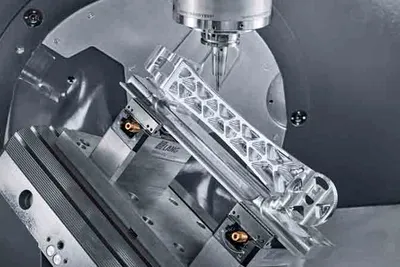
The Roeders RP500 is a compact 5-axis high-speed machining center from German precision machine builder Roeders GmbH, designed for mold and die manufacturing, precision aerospace components, and medical implant machining in a small footprint. The RP500 shares the same Granitan mineral casting base philosophy as larger Roeders machines, providing thermal stability and vibration damping that defines the Roeders platform, but in a compact package targeting shops with limited floor space or precision requirements that don't justify larger machine investments.
The machine features a 500 x 450 x 350 mm (X x Y x Z) working volume with a vertical spindle running at up to 42,000 RPM at 22 kW — Roeders' standard high-speed spindle specification. The 5-axis configuration uses a swiveling table (B-axis ±115 degrees) and rotating table (C-axis unlimited rotation), providing full simultaneous 5-axis motion for complex die cavity generation, turbine blade finishing, and implant surface machining.
Linear drives on all axes (X, Y, Z) eliminate backlash and mechanical compliance, enabling positioning at 0.5 g acceleration while maintaining positioning accuracy of ±0.002 mm. The Roeders RMS6 control handles high-speed surface contouring with look-ahead buffering for smooth surface quality during complex 5-axis simultaneous paths.
The RP500 is designed for HSM applications in hardened steel (up to 65 HRC), graphite electrode machining (with integrated dust extraction), copper EDM electrode machining, and titanium and aluminum aerospace components requiring 5-axis simultaneous finishing. It competes with the Kern Micro, DMG Mori DMU 50, and Hermle C 250 in the compact 5-axis HSM segment. Pricing typically runs $500,000–$750,000.
Full Specifications
| Parameter | Value |
|---|---|
| X-Axis Travel | 500 mm (19.7 in) |
| Y-Axis Travel | 450 mm (17.7 in) |
| Z-Axis Travel | 350 mm (13.8 in) |
| B Axis Range | ±115 degrees (swivel table) |
| C Axis Rotation | Unlimited continuous |
| Max Workpiece Diameter On Table | 500 mm (19.7 in) |
| Max Workpiece Height | 300 mm (11.8 in) |
| Max Table Load | 100 kg (220 lb) |
| Max Spindle Speed | 42,000 RPM |
| Spindle Motor Power | 22 kW (29.5 hp) |
| Spindle Taper | HSK-E32 (standard); HSK-A63 (option) |
| Drive Type | Linear drives on X, Y, Z axes |
| Acceleration Max | 0.5 g (all axes) |
| Rapid Traverse Rate | 60,000 mm/min (2,362 ipm) X/Y/Z |
| Positioning Accuracy | ±0.002 mm (±0.00008 in) |
| Repeatability | ±0.001 mm (±0.00004 in) |
| Machine Base | Granitan mineral casting |
| Tool Capacity | 24-station magazine (standard); 60-station optional |
| Tool To Tool | 1.5 sec |
| Machine Weight | 5,500 kg (12,125 lb) |
| CNC Control | Roeders RMS6 (Fanuc-based high-speed contouring) |
| Floor Space Required | approximately 2.2 m x 2.8 m |
| Electrical | 400 VAC 3-phase 50 Hz |
Strengths & Limitations
Strengths
- 42,000 RPM spindle with linear drives enables high-speed machining of hardened steel mold cavities (up to 65 HRC) and graphite electrodes with exceptional surface quality
- Granitan mineral casting base provides 8x better vibration damping than cast iron, directly improving surface finish quality in high-speed finishing passes
- Linear drives on X/Y/Z with 0.5 g acceleration and 60 m/min rapids minimize non-cutting time in complex 5-axis programs with many short moves
- ±115-degree B-axis swivel table provides full 5-axis access to complex mold cavities, turbine blade profiles, and medical implant surfaces
- Compact footprint (2.2 x 2.8 m) allows installation in space-constrained precision grinding rooms and mold shops without major floor reorganization
Limitations
- 100 kg maximum table load limits workpiece weight — larger mold blocks, heavy aerospace components, and large die sets require the RP600, RP800, or RP1000
- HSK-E32 standard taper is appropriate for high-speed finishing with small-diameter tools but limits the maximum tool diameter for roughing operations
- Price of $500K–$750K is justified only by high-precision, high-speed machining applications — shops doing conventional milling at moderate speeds won't recoup the premium
Best For
Frequently Asked Questions
01
Granitan is a polymer concrete composite material — granite aggregate bound with epoxy resin — used for Roeders machine bases and structural components. Compared to cast iron, Granitan provides approximately 8x higher vibration damping, better thermal stability (lower thermal expansion coefficient), and corrosion resistance. For high-speed machining, Granitan damping directly improves surface finish quality by absorbing tool vibration that would otherwise appear as chatter marks or surface waviness on the finished part.
02
The Hermle C 250 is a direct competitor in the compact 5-axis machining center class. Both machines feature high-speed spindles (Hermle: 30,000 RPM; Roeders: 42,000 RPM), linear drives, and small workpiece capacity. The Hermle C 250 has a more established global service network and typically prices similarly. The Roeders RP500 differentiates on higher spindle speed, Granitan base (vs Hermle's cast iron), and the RMS6 control's HSM-specific contouring algorithms. Shops should evaluate both on specific part geometries and cycle times.
03
Yes. Graphite electrode machining is one of the RP500's primary applications. The machine can be configured with an integrated graphite dust extraction system — essential for mold shops where graphite dust contamination of machine components is a major service issue. The HSK-E32 spindle and high-speed linear drives provide the combination of spindle speed and surface quality needed to produce fine-finish graphite electrodes that minimize EDM finishing after erosion.
04
The standard HSK-E32 taper accommodates tool shanks from 3–25 mm diameter. Common tool types include solid carbide ball nose end mills (1–20 mm diameter), tapered end mills for mold draft angles, corner radius end mills, and micro end mills down to 0.5 mm for fine detail work. For the optional HSK-A63 spindle, larger shanks up to 32 mm are supported but at reduced maximum RPM. The 42,000 RPM spindle is optimized for small-diameter high-speed tools rather than large face mills.
05
The Roeders RMS6 is built on a Fanuc hardware platform but runs Roeders' own contouring kernel optimized for high-speed surface machining. Key differences from standard Fanuc: 1) Larger look-ahead buffer (up to 2,000 NC blocks) for smooth velocity planning in complex 5-axis programs; 2) Jerk-limited acceleration profiles that maintain commanded path accuracy even at maximum speed; 3) Integrated surface finish parameter that trades machine speed vs surface quality based on the specific feature being cut. These optimizations are measurable in surface finish quality on the finished part.
Community Discussions
Community discussion — roeders rfm600/700 - Practical Machinist
Community discussion — Vericut Dynamic Work Offset for Roeders/Röders control RMS6
Community discussion — Tool holders for Roders RXP500 | Practical ...
Community discussion — 5 axis shopping advice. - Practical Machinist
Troubleshooting and problem-solving — Problem Roeders Tec RXP500 laser is doodoo - CNCzone
Community discussion — Expierience - cnczone.com
Community discussion — Autodesk Post Processors - Page 2 - CNCzone
Community discussion — Fusion 360 4th Axis Post Processor - CNCzone
Links to community discussions. Summaries are editorial — visit the original thread for full context.
Related Machines
DMG Mori DMU 50

Haas UMC-750
Makino D500

DMG Mori DMU 65 monoBlock

DMG Mori DMU 80P duoBLOCK
