Röders RFM1000
Key Specifications
X Travel
Y Travel
Z Travel
Max Spindle
Spindle Taper
Weight
Overview
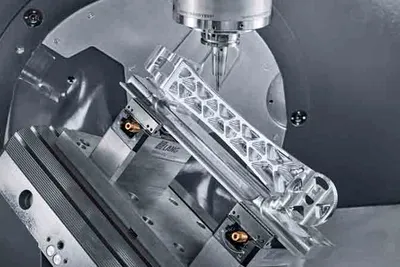
The Röders RFM1000 is the largest machine in Röders' standard RFM high-speed milling line, extending the X-axis travel to 1,000 mm while retaining all the core technology that defines the platform: Granitan mineral cast base, linear motor drives on all linear axes, and spindle speeds reaching 42,000 RPM for demanding HSC applications. At this size, the RFM1000 serves large mold shops machining automotive body panel molds, die casting dies, and aerospace tooling blocks that would otherwise require multiple setups or a different machine class entirely.
The Granitan mineral composite structure provides thermal stability and vibration damping that cast iron simply cannot match at these spindle speeds and feedrates. At 1,000 mm of X-travel, any thermal growth in the machine structure translates directly into dimensional error across large mold surfaces — the Granitan material's low thermal conductivity and high damping coefficient are especially valuable at this scale, where the machine is often running 16-20 hour finishing cycles without operator intervention.
Linear motors on the X, Y, and Z axes deliver the same 60 m/min rapids and zero-backlash positioning as the smaller RFM machines, but now across a travel envelope suited for automotive-scale tooling. The rotary/tilt table's ±120-degree B-axis and continuous C-axis provide the full five-sided access needed to machine complex die surfaces in a single setup rather than manually repositioning a 600+ kg workpiece on a conventional machine.
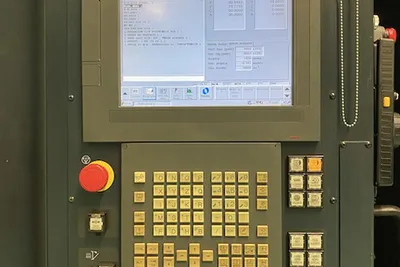
The RMS6 control's look-ahead processing becomes even more valuable at this scale. Large-surface finishing programs can contain millions of NC blocks; the RMS6 reads thousands ahead to pre-compute velocity profiles, preventing the deceleration artifacts that appear as visible waviness on large reflective mold surfaces. The RFM1000 is specified by major automotive tooling suppliers and aerospace structural tooling manufacturers who need the surface finish quality of a precision HSC machine at a scale normally associated with conventional gantry machining centers.
Full Specifications
| Parameter | Value |
|---|---|
| X-Axis Travel | 1,000 mm (39.4 in) |
| Y-Axis Travel | 700 mm (27.6 in) |
| Z-Axis Travel | 500 mm (19.7 in) |
| Max Spindle Speed | 24,000 RPM (42,000 RPM optional) |
| Spindle Taper | CT 40 |
| Spindle Motor Power | 25 kW (33.5 hp) |
| Table Load Capacity | 700 kg (1,543 lb) |
| B Axis Swivel | ±120° |
| Rapid Traverse Rate | 60 m/min (2,362 ipm) |
| Positioning Accuracy | < 0.004 mm (< 4 µm) |
| Machine Base | Granitan mineral cast composite |
| Drives | Linear motors (all axes) |
| CNC Control | Röders RMS6 (Siemens Sinumerik optional) |
| Machine Weight | 15,000 kg (33,069 lb) |
| Manufacturer | Acra |
| Model | M60 |
Specifications sourced from machinio.com — verified 2026-03-28
Strengths & Limitations
Strengths
- 1,000 mm X-travel accommodates large automotive body panel molds and aerospace tooling blocks in a single setup, eliminating repositioning errors
- Granitan base with linear motors sustains sub-4-micron accuracy across 16-20 hour unattended finishing cycles on large mold surfaces
- RMS6 look-ahead control handles million-block finishing programs without deceleration artifacts on large reflective cavity surfaces
- 700 kg table load capacity covers most large die casting tooling and structural aerospace components
Limitations
- At $550K-$800K, the RFM1000 is a significant capital investment — most shops evaluating this size range also consider conventional gantry machining centers with lower price points
- Röders' service network outside Europe remains limited; shops in North America or Asia should confirm local service capability before committing
- The 1,000 x 700 mm work envelope, while large for HSC milling, still falls short of the largest automotive mold blocks that require dedicated portal or gantry machines
Best For
Frequently Asked Questions
01
The RFM1000 handles mold bases up to approximately 1,000 x 700 mm in footprint and 500 mm in height, with workpieces up to 700 kg. This covers most automotive injection mold cavities, medium-large die casting dies, and aerospace structural tooling. For very large automotive body panel dies exceeding 1,200 mm in any dimension, a gantry-style machining center is typically required.
02
The Granitan base's low thermal conductivity means the machine structure stays dimensionally stable across 16-20 hour finishing cycles with minimal thermal drift. Combined with linear motors (no ballscrew thermal growth) and the RMS6 look-ahead control maintaining consistent feedrates, shops report that parts finished overnight are dimensionally equivalent to those finished during supervised day shifts.
03
Yes. Röders offers pallet changer and automation integration options for the RFM1000. Common setups include a rotary pallet changer that allows loading the next workpiece while the current one is being machined. For high-volume electrode production, automated pallet systems can run the machine 24/7 with minimal operator intervention.
04
The RFM1000 requires a conditioned shop environment with good thermal stability. The machine footprint is approximately 4,500 x 3,500 mm including control cabinet and chip conveyor. A precision-poured foundation is strongly recommended given the 15,000 kg machine weight and high-precision operation. Röders provides foundation drawings during the order process.
05
Both are precision HSC machines at the 1,000 mm travel scale. Hermle's C 62 U is the more widely known in North America and has a stronger dealer network in that region. Röders is more prominent in European automotive tooling and is particularly favored for graphite electrode work where the 42,000 RPM spindle option provides a capability advantage over Hermle's standard spindle speeds at this size.
Videos

Surplex

Mario Baschiera

Mario Baschiera

Surplex

Kistner Werkzeugmaschinen
Community Discussions
Community discussion — Should I mess with manufacturer recommended feeds and speeds?
Community discussion — Vericut Dynamic Work Offset for Roeders/Röders control RMS6
Community discussion — What is YOUR favorite end mill for roughing ALUMINUM?
Community discussion — Reaming holes in aluminum (feeds/speeds ...
Links to community discussions. Summaries are editorial — visit the original thread for full context.
Related Machines
DMG Mori DMU 50

Haas UMC-750
Makino D500

DMG Mori DMU 65 monoBlock

DMG Mori DMU 80P duoBLOCK
