Handtmann PBT 160
Key Specifications
Spindle Taper
Rapid Traverse
Spindle Power
machine type
x travel
y travel
Overview
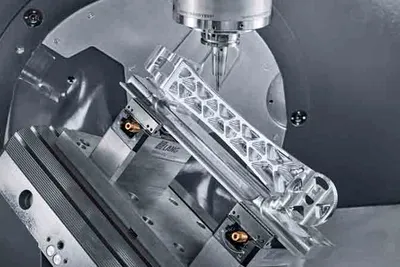
The Handtmann PBT 160 is the large-format variant of Handtmann's PBT series 5-axis aerospace structural machining centers, featuring an 8-meter X-axis travel specifically designed for the longest aerospace structural components: full-length wing spars, upper and lower wing skin stiffeners, large fuselage longerons, and major structural frames that cannot be accommodated on smaller machines without multiple setups. Handtmann developed the PBT 160 in response to the aerospace industry's move toward larger single-aisle and wide-body aircraft with longer structural members, positioning it as the highest-capacity machine in their PBT range for aerospace prime contractors and Tier 1 structural specialists.
The PBT 160 shares the core PBT series architecture — moving gantry, fixed table, torque-motor 5-axis head, and high-power spindle — scaled to an 8-meter working envelope that covers the structural dimensions of A320, A350, 737, and 787 class aircraft structure. The machine's gantry structure is engineered to maintain geometric accuracy and structural stiffness across the full 8-meter X-axis travel, a demanding structural challenge that Handtmann addresses through precision gantry drive synchronization, thermal compensation, and careful structural analysis of dynamic compliance under cutting loads at extended X positions.
At 8-meter X-travel, the PBT 160 can machine a full-length A320 wing spar or 737 upper wing skin stiffener in a single setup, maintaining datum control from one end of the part to the other without repositioning. This single-setup capability is critical for aerospace structural components where fastener hole pattern position across the full part length, and web flatness along multi-meter spans, are controlled dimensions that directly affect wing assembly fit-up. Repositioning long structural parts introduces datum transfer errors that accumulate and can exceed the positional tolerance of aircraft structural drawings.
Handtmann equips the PBT 160 with the same 62 kW spindle and Siemens Sinumerik 840D sl control as the PBT 130, maintaining commonality across the PBT range and ensuring CAM environment consistency for aerospace suppliers operating both machine sizes. The PBT 160 is a high-investment specialized platform; Handtmann sells it primarily to aerospace primes, Tier 1 aerostructure manufacturers, and dedicated aerospace machining specialists with long-term contracted program volumes that justify the machine's scale.
Full Specifications
| Parameter | Value |
|---|---|
| Machine Type | Large-format 5-axis gantry machining center for aerospace wing and fuselage structure |
| X Travel | 8,000 mm (314.9 in) |
| Y Travel | 2,000 mm (78.7 in) |
| Z Travel | 900 mm (35.4 in) |
| A Axis Range | +/- 110° |
| C Axis Range | 360° continuous |
| Spindle Speed | 30,000 RPM |
| Spindle Motor Power | 62 kW (83 hp) |
| Spindle Taper | HSK-A63 |
| Rapid Traverse Rate | 60 m/min |
| Feed Rate | Up to 20 m/min |
| Gantry Sync | Dual-drive synchronized gantry axes |
| Tool Changer | Automatic, 60-position |
| CNC Control | Siemens Sinumerik 840D sl |
| Maximum Storage Duration 1 Day | Type: HTTP Cookie |
| Maximum Storage Duration 1 Year | Type: HTTP Cookie |
| Maximum Storage Duration Persistent | Type: HTML Local Storage |
| Maximum Storage Duration Session | Type: HTTP Cookie |
| Maximum Storage Duration 2 Years | Type: HTTP Cookie |
| Maximum Storage Duration 3 Months | Type: HTTP Cookie |
| Maximum Storage Duration 400 Days | Type: HTTP Cookie |
| Maximum Storage Duration 180 Days | Type: HTTP Cookie |
| Maximum Storage Duration 25 Years | Type: HTTP Cookie |
| Maximum Storage Duration 30 Days | Type: HTTP Cookie |
Specifications sourced from handtmann.us — verified 2026-03-28
Strengths & Limitations
Strengths
- 8-meter X-axis travel accommodates full-length commercial aircraft wing spars, fuselage longerons, and upper wing skin stiffeners in single setup, eliminating the datum transfer errors and productivity losses of repositioning
- Dual-drive synchronized gantry axes maintain geometric accuracy and structural stiffness across the full 8-meter working envelope under the cutting forces of high-MRR aerospace aluminum machining
- 62 kW spindle power provides the material removal rate capability needed to justify multi-million dollar investment through measurable cycle time and unit cost reduction on high-volume aerospace structural programs
- Siemens Sinumerik 840D sl control maintains CAM and post-processor commonality with the PBT 130 and other Siemens-equipped aerospace machining centers in Tier 1 aerostructure facilities
- Handtmann's decades of aerospace structural machining specialization provides application knowledge, process support, and proven installation references at major European and North American aircraft manufacturers
Limitations
- The PBT 160's scale demands significant facility infrastructure investment — floor area for an 8-meter machine plus access clearances, reinforced foundations, overhead crane access, and chip management systems — on top of the machine acquisition cost
- The PBT 160 is a highly specialized machine; customers without aerospace structural programs with parts exceeding 5-meter length have no application that justifies it, making re-use or resale in a downturn scenario difficult
- At the $2.5M+ acquisition price point, the PBT 160 is practical only for aerospace primes and well-capitalized Tier 1 specialists with contracted program volumes that provide reliable multi-year workload for the machine
Best For
Frequently Asked Questions
01
Commercial aircraft wing spars for narrow-body aircraft like the A320 and 737 range from approximately 12 to 20 meters in full length, but wing spar sections that are individually machined and then joined are typically 4 to 8 meters per section. An 8-meter machine accommodates these individual spar sections in a single setup, maintaining datum control across the full section length. Fastener hole patterns along a spar must be positioned within tight tolerances relative to each other and to the spar's datum — repositioning introduces the datum transfer errors that multi-meter spar machining without an adequate working envelope would require.
02
The PBT 160 uses synchronized dual-drive gantry axes with precision linear encoders providing position feedback at both sides of the gantry bridge, ensuring consistent drive force and position across the full 8-meter travel. Handtmann applies thermal compensation through temperature sensors and machine-body correction algorithms in the Siemens Sinumerik 840D sl control. The machine is leveled and calibrated at installation with volumetric accuracy measurement across the full working envelope to verify conformance to specification at all positions.
03
Cycle times on the PBT 160 vary enormously by part complexity, aluminum buy-to-fly ratio, and machining strategy. A typical commercial aircraft wing rib — complex multi-pocket structure with thin webs — might run 4 to 20+ hours depending on size and complexity. A wing spar section, which is a simpler but longer structure, might run 6 to 24+ hours for a full roughing and finishing sequence. Handtmann's application engineers can provide process time estimates for specific part programs based on workpiece drawings during the machine evaluation process.
04
Both the Handtmann PBT 160 and MTorres TORRESMILL target large-format aerospace structural aluminum machining with comparable working envelopes. MTorres machines have a strong installed base at major European aerospace primes including Airbus and their Tier 1 aerostructure suppliers. Handtmann is similarly well-established in German and European aerospace machining supply chains. The two machines are technically comparable; selection typically comes down to commercial relationships, service network geography, and specific application requirements confirmed during machine evaluation trials.
05
The PBT 160 requires a facility bay of approximately 12 to 14 meters in length, 8 meters in width, and 6+ meters in height to accommodate the machine structure, access clearances, and chip conveyor systems. A reinforced concrete foundation is required, with specifications from Handtmann engineering based on the site's soil conditions and floor load requirements. Overhead crane access is required for workpiece loading. Three-phase power at the machine's full rated current draw, high-volume coolant and chip management infrastructure, and industrial ventilation for aluminum mist are all required facility utilities.
Community Discussions
Community discussion — Torch Height control recommendations - CNCzone
Community discussion — Plasma Hand Torch Conversion - CNCzone
Community discussion — Shopmaster/Shoptask - CNCzone
Community discussion — HEIDENHAIN - CNCzone
Links to community discussions. Summaries are editorial — visit the original thread for full context.
Related Machines
DMG Mori DMU 50

Haas UMC-750
Makino D500

DMG Mori DMU 65 monoBlock

DMG Mori DMU 80P duoBLOCK
