GF Machining Solutions Mikron MILL X 600 U
Key Specifications
X Travel
Y Travel
Z Travel
Max Spindle
Spindle Taper
Tool Capacity
Overview
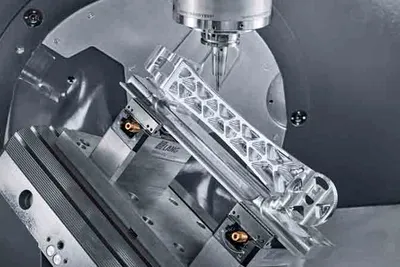
The GF Machining Solutions Mikron MILL X 600 U is a precision 5-axis universal machining center purpose-built for demanding mold, die, and precision component work where surface finish, geometric accuracy, and process reliability are the primary performance metrics. The 'X' in the designation signals GF's intent: this machine occupies the apex of the Mikron milling portfolio, positioned above the MILL E and MILL P series on the precision axis.
With X/Y/Z travels of 600 x 600 x 500 mm (23.6 x 23.6 x 19.7 in), the MILL X 600 U is compact by large-part standards, but its specification in key areas is uncompromising. The trunnion table accommodates workpieces up to 500 kg (1,102 lb) on a 700 x 500 mm (27.6 x 19.7 in) surface with A-axis swivel of -120° to +30° and continuous C-axis rotation — kinematic freedom that enables deep cavity access and steep-wall mold work that would require refixturing on machines with narrower swivel ranges.
The spindle system is the defining characteristic of the MILL X 600 U. GF's Step-Tec spindle technology — developed specifically for precision mold and die applications — runs at up to 20,000 RPM with 35 kW (47 hp) and 85 Nm through an HSK-E50 taper for maximum rigidity at the tool-spindle interface. A higher-speed 28,000 RPM Step-Tec option is available for shops that need extreme surface quality on hardened steel cavities or graphite electrodes.
Positioning accuracy of 0.003 mm (3 µm) is achieved through a combination of high-precision linear guides, thermally stable mineral casting bed, and GF's proprietary thermal compensation system that continuously monitors and corrects for temperature-induced geometric drift during operation. This thermal stability — not just cold-start accuracy — is what GF's mold-shop customers cite most often as the machine's key differentiator.
GF's iQ Process Control suite on the Heidenhain TNC 640 includes surface quality optimization, vibration detection, and spindle power monitoring tailored specifically for hard-metal mold finishing work. The rConnect remote diagnostics portal allows GF service engineers to access machine data and assist with process optimization remotely. Pricing ranges from approximately $450,000 to $750,000 configured.
Full Specifications
| Parameter | Value |
|---|---|
| X-Axis Travel | 600 mm (23.6 in) |
| Y-Axis Travel | 600 mm (23.6 in) |
| Z-Axis Travel | 500 mm (19.7 in) |
| Table Size | 700 x 500 mm (27.6 x 19.7 in) |
| Table Load Capacity | 500 kg (1,102 lb) |
| A Axis Swivel Range | -120° to +30° |
| C Axis Rotation | 360° (continuous) |
| Max Spindle Speed | 20,000 RPM (28,000 RPM option) |
| Spindle Taper | HSK-E50 |
| Spindle Motor Power | 35 kW (47 hp) |
| Spindle Torque | 85 Nm |
| Spindle Technology | Step-Tec precision spindle |
| Tool Capacity | 30 (expandable to 90) |
| Rapid Traverse X Y | 60 m/min (2,362 ipm) |
| Rapid Traverse Z | 50 m/min (1,969 ipm) |
| Positioning Accuracy | 0.003 mm (3 µm) |
| Bed Material | Mineral casting (thermally stable) |
| Machine Weight | 14,000 kg (30,865 lb) |
| CNC Control | Heidenhain TNC 640 |
Strengths & Limitations
Strengths
- Step-Tec precision spindle at up to 28,000 RPM delivers the surface finish quality on hardened steel cavities and graphite electrodes that mold shops demand — often eliminating hand polishing
- Mineral casting bed provides passive thermal stability that maintains geometric accuracy during long multi-hour finishing programs, critical for mold cavities where drift during a program ruins the part
- HSK-E50 taper provides higher radial rigidity than HSK-A63 at the spindle-tool interface, reducing micro-vibration during high-speed finishing and improving surface quality
- A-axis swivel range of -120° to +30° enables access to deep cavity walls, steep draft faces, and undercuts that machines with narrower swivel ranges cannot reach without refixturing
- GF iQ Process Control with vibration monitoring and surface quality optimization protects expensive mold steel blanks and fragile small-diameter finishing tools during unattended overnight runs
- 3 µm positioning accuracy maintained throughout extended production cycles — not just at startup — due to the thermal compensation system actively correcting drift during machining
Limitations
- 600 x 600 mm X/Y travel and 500 kg table capacity make the MILL X 600 U unsuitable for large mold blocks — shops needing bigger work envelopes must move to the MILL E or MILL P series
- HSK-E50 taper, while superior for precision finishing, requires a separate toolholder inventory from shops standardized on HSK-A63 or ISO 40/50
- Step-Tec spindle rebuild costs are higher than commodity spindles — shops should factor extended spindle warranty and preventive maintenance contracts into their total cost of ownership
- At $450K-$750K for a 600 x 600 mm machine, the MILL X 600 U is a premium investment that requires a clear precision mold/die workload to justify versus lower-cost 5-axis alternatives
Best For
Frequently Asked Questions
01
The MILL X 600 U is purpose-built for precision finishing and mold work, while the MILL E 800 U is designed for general-purpose 5-axis efficiency. Key differences: the MILL X uses Step-Tec precision spindles (up to 28,000 RPM) with an HSK-E50 taper optimized for high-speed finishing, a mineral casting bed for thermal stability, and GF's advanced surface quality optimization software. The MILL E 800 U uses a standard high-speed spindle with HSK-A63, has a larger work envelope, and is better suited for aluminum aerospace and automotive work. For mold cavities in hardened steel, the MILL X 600 U delivers better surface finish. For large aluminum structural parts, the MILL E 800 U is more appropriate and cost-effective.
02
The 20,000 RPM spindle is appropriate for most shops machining hardened steel mold cavities, electrodes, and precision components. The 28,000 RPM option is for shops where surface finish on the machine is a critical competitive advantage — specifically high-polish mold cavities where reducing hand polishing time directly improves profitability. At 28,000 RPM with small-diameter ball-end mills (0.5-6 mm), the Step-Tec spindle can achieve Ra 0.1-0.2 µm surface finishes on hardened steel, which approaches EDM surface quality without the EDM process step.
03
Step-Tec is a Swiss spindle manufacturer (now a GF Machining Solutions brand) that produces precision high-speed spindles specifically for mold and die machining. Step-Tec spindles are manufactured to tighter tolerances than commodity spindles — typically 0.2 µm radial runout versus 1-2 µm for standard spindles. This runout precision directly translates to better surface finish quality and longer tool life when using small-diameter ball-end mills at high RPM for mold cavity finishing. GF's integration of Step-Tec spindles into the MILL X platform is a key differentiator in the precision mold machining segment.
04
Yes, with appropriate options. The MILL X 600 U can be equipped for graphite electrode machining, but GF's dedicated MILL S Graphite series (400 and 500 models) is specifically engineered for graphite with purpose-built dust extraction, fully sealed linear guides, and spindle protection optimized for dry graphite milling. For shops primarily machining graphite electrodes, the MILL S Graphite is the better choice. For shops needing to cut both precision metal mold work and graphite electrodes on the same machine, the MILL X 600 U with proper graphite options (dust extraction, sealed guides) is a viable compromise.
05
The machine mounts temperature sensors at multiple locations throughout the structure — spindle, linear guides, column, and table. The Heidenhain TNC 640 continuously reads these sensors and applies axis compensation values to correct for thermally induced geometric errors in real time. This active compensation maintains part geometry accuracy during long finishing programs where heat from the spindle, coolant, and ambient temperature variation would otherwise cause the machine to drift off nominal. On a 4-hour mold cavity finishing program, the thermal compensation can prevent 5-10 µm of dimensional drift that would otherwise accumulate over the run.
Videos

PET Technologies

Peak Machine Sales (Peak EDM)

United Machining (USA)

Peak Machine Sales (Peak EDM)
Community Discussions
Community discussion — GF Mikron Mill E 700U - Practical Machinist
Options and configuration advice — 2013 +GF+ AgieCharmilles Mikron HSM 600U LP - Practical Machinist
Troubleshooting and problem-solving — Mikron Mill E 500 U tool changer problem ...
Pricing and buying discussion — Mikron Machine CAD files - Practical Machinist
Owner experience and review — Any experience with Mikron tools? : r/Machinists - Reddit
Community discussion — I'm afraid to break it by looking too hard at it. (Mikron ...
Options and configuration advice — Affordable mill for CNC conversion : r/Machinists - Reddit
Community discussion — benchtop lathe/mill recommendations? : r/Machinists - Reddit
Links to community discussions. Summaries are editorial — visit the original thread for full context.
Related Machines
DMG Mori DMU 50

Haas UMC-750
Makino D500

DMG Mori DMU 65 monoBlock

DMG Mori DMU 80P duoBLOCK
