GF Machining Liechti g-Mill 1000

Key Specifications
Max Spindle
Spindle Taper
Tool Capacity
Weight
Rapid Traverse
Spindle Power
Overview
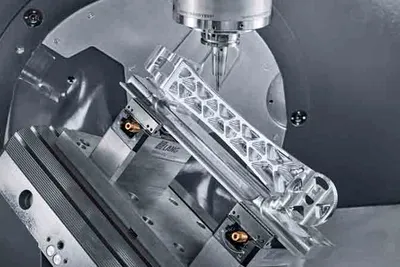
The GF Machining Solutions GF Machining Liechti g-Mill 1000 is a purpose-built 5-axis blisk/IBR machining center for aerospace jet engines and industrial gas turbines. Max part diameter: 1000 mm (39.4 in). Target segment: wide-body engine fan blisks, HPC stages, and large IGT rotors.
The machine’s kinematic architecture is fundamentally different from general-purpose 5-axis centers. Every axis travel, spindle approach angle, and structural element is optimized for deep inter-blade channels, consistent tool engagement on airfoil surfaces, and rigidity for superalloy forgings.
The spindle delivers 30,000 RPM with HSK-A63 interface. 60 kW (80 hp) power and 150 Nm torque handle both aggressive roughing and high-speed finishing of superalloys (Inconel 718, Waspaloy) and titanium (Ti-6Al-4V).
Liechti’s Turbosoft+ CAM generates airfoil-optimized tool paths — accounting for blade deflection, constant chip thickness, and smooth axis transitions. Siemens Sinumerik 840D sl manages simultaneous 5-axis interpolation for 0.02-0.05 mm airfoil tolerances.
Through-spindle coolant at 80 bar handles superalloy chip management. Pricing: approximately $2,000,000 - $3,500,000.
Full Specifications
| Parameter | Value |
|---|---|
| Max Part Diameter | 1000 mm (39.4 in) |
| Number Of Axes | 5-axis simultaneous |
| Max Spindle Speed | 30,000 RPM |
| Spindle Taper | HSK-A63 |
| Spindle Motor Power | 60 kW (80 hp) |
| Spindle Torque | 150 Nm |
| Tool Capacity | 60 |
| Rapid Traverse Rate | 40 m/min (1,575 ipm) |
| Positioning Accuracy | 0.003 mm (3 µm) |
| Cam Software | Liechti Turbosoft+ |
| CNC Control | Siemens Sinumerik 840D sl |
| Coolant System | High-pressure through-spindle (80 bar) |
| Machine Weight | 22,000 kg (48,502 lb) |
Specifications sourced from gfms.com — verified 2026-03-28
Strengths & Limitations
Strengths
- Purpose-built kinematics provide optimal tool approach angles for blisk machining that general-purpose machines cannot match
- 60 kW spindle at 30,000 RPM handles aggressive superalloy roughing and high-speed airfoil finishing
- Turbosoft+ CAM generates blade-specific tool paths for thin-wall deflection and constant chip thickness — eliminating months of CAM development
- 1000 mm part diameter covers the target blisk segment
- 80 bar through-spindle coolant ensures chip evacuation from deep inter-blade channels
- Siemens 840D sl provides interpolation precision for complex simultaneous 5-axis blisk finishing
Limitations
- Single-purpose design — only viable with consistent blisk/IBR volume
- Turbosoft+ licensing adds cost and requires specialized training
- At ,000,000 - ,500,000 requires OEM supply contracts to justify
- Superalloy machining generates extreme tool wear costs
Best For
Frequently Asked Questions
01
Up to 1000 mm (39.4 in) diameter, covering wide-body fan blisks and HPC stages.
02
Liechti’s proprietary CAM for turbomachinery, generating optimized 5-axis airfoil tool paths with blade deflection compensation.
03
Inconel 718, Waspaloy, Ti-6Al-4V, Ti-6Al-2Sn-4Zr-6Mo and similar aerospace superalloys.
04
Yes, with pallet changers and robotic loading, though 40-80 hour blisk cycles mean automation primarily reduces overnight intervention.
Videos

United Machining (USA)

Kinner Manufacturing

Liechti Engineering

Liechti Engineering
Community Discussions
Comparison and buying advice — 5 AxisMachinevs part choice | Page 2 | Practical...
Pricing and buying discussion — Ø0.125 endmill Feeds and Speeds | Practical...
Community discussion — 304 StainlessmillingHaas | PracticalMachinist...
Troubleshooting and problem-solving — practicalmachinist.com/forum/threads/237-spindle-following-error.315513
Community discussion — Instructions formachiningdsm ‘Engineering plastic products’ | Forum
Community discussion — Microsoft Word - ADVANCED 30 series TC PROGRAMMING.doc
Community discussion — Microsoft Word - Polar coord 2.doc | Forum
Community discussion — List of macro variables.xls | Forum
Links to community discussions. Summaries are editorial — visit the original thread for full context.
Related Machines
DMG Mori DMU 50

Haas UMC-750
Makino D500

DMG Mori DMU 65 monoBlock

DMG Mori DMU 80P duoBLOCK
