Waterjet Sweden M2030
Key Specifications
Table Size
Accuracy
x axis travel
y axis travel
z axis stroke
pump pressure
Overview
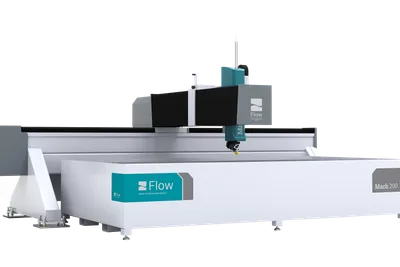
The Waterjet Sweden M2030 is a large-format CNC waterjet cutting machine from Sweden's Waterjet Sweden AB, providing a 2,000 x 3,000 mm (6.6 x 9.8 ft) cutting table for industrial cutting of stone, tile, glass, metal, composites, and thick non-metallic materials. Waterjet Sweden is a Scandinavian waterjet cutting equipment manufacturer supplying machines to stone fabricators, tile manufacturers, aerospace composite shops, and precision cutting job shops across Europe and internationally.
The M2030 uses a moving-bridge gantry architecture with the cutting head mounted on a servo-driven X/Y bridge spanning the 2,000 mm table width. The high-pressure pump (typically 4,000–6,000 bar / 58,000–87,000 psi) delivers an abrasive waterjet capable of cutting stone up to 150 mm thick, stainless steel up to 80 mm, and aluminum up to 100 mm depending on cut quality requirements and pump pressure.
The machine supports both pure waterjet (without abrasive, for soft materials like foam, rubber, food, and paper) and abrasive waterjet (with garnet abrasive for hard materials). The 5-axis cutting head option enables beveled and tapered cuts for weld preparation and compound-angled stone work. KMT or HYPLEX pump systems are typically integrated depending on configuration.
The M2030 competes with the Flow Mach 4 3020 and the OMAX 80160 in the large-table waterjet class. Waterjet Sweden's differentiation is Scandinavian design engineering with a focus on industrial stone fabrication and precision cutting quality. Pricing typically runs $120,000–$250,000 depending on pump power and options.
Full Specifications
| Parameter | Value |
|---|---|
| Table Size | 2,000 x 3,000 mm (78.7 x 118.1 in) |
| X Axis Travel | 3,100 mm (122 in) |
| Y Axis Travel | 2,100 mm (82.7 in) |
| Z Axis Stroke | 200 mm (7.9 in) |
| Pump Pressure | 4,000 - 6,000 bar (58,000 - 87,000 psi) |
| Pump Power | 22 kW or 37 kW (configuration dependent) |
| Waterjet Nozzle Diameter | 0.35 - 0.38 mm orifice |
| Abrasive Flow Rate | Programmable (0 - 500 g/min) |
| Max Mild Steel Thickness | 60 mm at production speed; 80 mm severance |
| Max Stainless Thickness | 60 mm |
| Max Stone Thickness | 150 mm |
| Max Aluminum Thickness | 100 mm |
| Positioning Accuracy | ±0.1 mm |
| Positioning Speed | 30 m/min (rapid) |
| 5 Axis Head | Optional (±45 degree bevel cutting) |
| Machine Weight | 6,500 kg (14,330 lb) approximate |
| CNC Control | PC-based CNC with Waterjet Sweden software |
| Electrical | 400 VAC 3-phase 50 Hz |
| 10 0 X 5 2 | 3.04 m x 1.57 m |
| 13 4 X 6 8 | 4.06 m x 2.03 m |
| 2 1 X 2 1 | 0.63 m x 0.63 m |
| 2 2 X 2 2 | 0.66 m x 0.66 m |
| 4 4 X 2 2 | 1.32 m x 0,66 m |
| 4 7 X 4 7 | 1.39 m x 1.39 m |
| 8 4 X 4 7 | 2.54 m x 1.39 m |
| 20 0 X 10 0 | 6.09 m x 3.04 m |
| 26 8 X 13 4 | 8.12 m x 4.06 m |
| 5 2 X 5 2 | 1.57 m x 1.57 m |
| 10 0 X 6 7 | 3.04 m x 2.00 m |
| 13 10 X 6 7 | 4.21 m x 2.00 m |
| 20 6 X 6 7 | 6.24 m x 2.00 m |
| 27 2 X 6 7 | 8.28 m x 2.00 m |
| 20 6 X 10 2 | 6.24 m x 3.09 m |
| 2 7 X 5 0 | .78 m x 1.52 m |
| 10 0 X 5 0 | 3.04 m x 1.52 m |
| 13 3 X 6 8 | 4.03 m x 2.03 m |
Specifications sourced from omax.com — verified 2026-03-28
Strengths & Limitations
Strengths
- 2,000 x 3,000 mm table accommodates large stone slabs, full sheet metal, and oversized composite panels that cannot fit on standard 1,500 x 3,000 mm tables
- Abrasive waterjet cuts any material without heat — no HAZ, no material hardening, no distortion of thin material, and suitable for composite, stone, glass, and food-grade cutting
- Pure and abrasive waterjet in one machine — foam, rubber, paper (pure water) and metal, stone, composite (abrasive) without changing machines
- Optional 5-axis bevel head enables weld-prep bevels, tapered stone features, and compound-angled cuts in one setup without repositioning
- No tooling change between materials — the same cutting head cuts steel, stone, and composite with only abrasive flow rate adjustment
Limitations
- Waterjet Sweden's North American presence is limited — buyers outside Scandinavia and Europe should verify service and parts availability with local distributors
- Garnet abrasive is a significant ongoing operating cost — a 37 kW pump uses approximately 0.5–1.0 kg/min of garnet, requiring regular abrasive replenishment
- Waterjet cutting is slower than laser cutting on thin sheet metal (under 6 mm) — for high-volume thin sheet production, laser cutting is more productive
Best For
Frequently Asked Questions
01
Pure waterjet uses only ultra-high-pressure water (no abrasive) through a tiny orifice to cut soft materials: foam, rubber, foam rubber, food products, paper, thin soft plastics, and gasket materials. The high-velocity water stream cuts these materials cleanly without crushing. Abrasive waterjet adds garnet sand to the water stream through an abrasive mixing chamber — the combined abrasive-water jet cuts hard materials (metal, stone, glass, ceramic, hard composite) by erosion. The same cutting head hardware can do both: simply switch on or off the abrasive feeder. Abrasive cutting is slower and has ongoing abrasive consumable cost; pure water cutting is faster and cheaper but only for soft materials.
02
Garnet (iron aluminum silicate) is the universal abrasive for waterjet cutting — it combines hardness (6.5–7.5 Mohs), toughness, and low toxicity. Typical abrasive flow rates range from 200–500 g/min depending on pump power and material. Garnet costs approximately $0.30–$0.60 per kilogram in bulk quantities. A 37 kW pump running at 500 g/min uses approximately $10–$20 per hour in abrasive. Used garnet (abrasive slurry) must be properly disposed of or recycled — garnet recycling systems can recover 60–70% of used garnet for reuse. Abrasive cost is typically the largest variable operating cost in waterjet cutting operations.
03
Abrasive waterjet cutting produces a kerf width approximately 0.8–1.2 mm wide, depending on orifice diameter, abrasive flow rate, and cutting speed. The kerf width slightly tapers (wider at entry, narrower at exit) on thick material at high cutting speeds — reduce cutting speed or use taper compensation (5-axis head) for precision parts requiring straight kerf walls. For design purposes, allow 1.0 mm kerf width for nesting calculations and 0.5 mm per side of part geometry offset for accurate finished part dimensions.
04
Yes. Waterjet cutting is one of the best processes for glass — the pure water stream (no abrasive) or low-abrasive flow cuts glass cleanly without the thermal shock that laser cutting causes and without the mechanical impact that diamond saws can cause on edge chipping. For window glass and mirrors, pure waterjet at reduced pressure is used. For tempered or laminated safety glass, consult Waterjet Sweden's application engineering — tempered glass can shatter during cutting due to its stored stress state, and special cutting protocols or avoiding tempered glass entirely may be required.
05
The Waterjet Sweden M2030 uses a PC-based CNC with Waterjet Sweden's own cutting software for part programming and machine control. Part geometry is imported as DXF files from CAD software or drawn directly in the machine's programming software. The software calculates cutting paths, lead-in/lead-out positions, cutting speed per material/thickness, abrasive flow rate, and generates the machine program. Nesting multiple parts on the table is handled by the software's nesting module. The software also manages the database of material cutting parameters — standard parameters for common materials and thicknesses are pre-loaded, enabling rapid setup for standard materials.
Videos

IndiaMART InterMESH Ltd

SouraVblog

Marine Jet Power

Manoj kumar Prajapat