OMAX 80160
Key Specifications
Table Size
Accuracy
x axis travel
y axis travel
z axis stroke
drive system
Overview
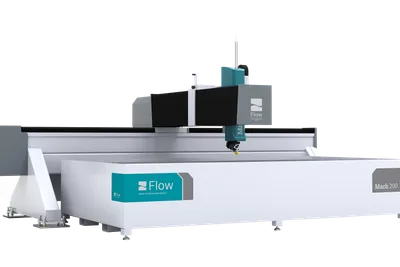
The OMAX 80160 is a large-format CNC waterjet cutting machine from OMAX Corporation, headquartered in Kent, Washington. OMAX is one of the leading waterjet cutting machine manufacturers globally, known for their Intelli-MAX Software suite and their focus on precision abrasive waterjet cutting for job shops, aerospace fabricators, and academic institutions. OMAX was founded in 1993 by Dr. John Olsen and Marc Leuthold, engineers who previously worked at Flow International, and has grown into one of the dominant waterjet brands in North America.
The 80160 provides a 2,032 x 4,064 mm (80 x 160 in) cutting table — an 8-foot by 13-foot footprint that handles standard 4 x 8 ft sheet with significant overhang capacity for longer structural workpieces. The machine uses OMAX's direct-drive servo system (no rack-and-pinion, no ballscrew) for precision motion, and integrates with the OMAX EnduroMAX pump at 40–60 HP (30–45 kW) for production cutting capacity.
OMAX's Intelli-MAX Software calculates optimal cutting speed for each segment of a cutting path based on material, thickness, and quality requirement — automatically slowing down in corners and curves to maintain consistent cut quality, and accelerating on straight runs for productivity. The software's Path Planner generates cutting sequences for multiple nested parts, and the taper compensation feature (Dynamic Waterjet head option) compensates for the kerf taper that affects thick-material precision.
The OMAX 80160 competes with the Flow Mach 4 4020 and the Jet Edge Mid Rail 1020 in the large-format production waterjet class. OMAX's differentiators are their Intelli-MAX software intelligence, direct-drive servo precision, and strong North American university and research institution customer base. Pricing typically runs $150,000–$300,000 depending on pump power and Dynamic Waterjet head option.
Full Specifications
| Parameter | Value |
|---|---|
| Table Size | 2,032 x 4,064 mm (80 x 160 in / 6.7 x 13.3 ft) |
| X Axis Travel | 4,200 mm (165 in) |
| Y Axis Travel | 2,150 mm (84.6 in) |
| Z Axis Stroke | 305 mm (12 in) |
| Drive System | Direct-drive servo (no rack-and-pinion, no ballscrew) |
| Pump Options | OMAX EnduroMAX 40HP or 60HP (30 or 45 kW) |
| Max Pump Pressure | 60,000 psi (4,137 bar) |
| Orifice Diameter | 0.010–0.014 in (0.25–0.36 mm) |
| Max Mild Steel Thickness | 50 mm (2 in) at production speed |
| Max Stone Thickness | 150 mm (6 in) |
| Dynamic Waterjet Head | Optional (5-axis, eliminates taper on thick material) |
| Positioning Accuracy | ±0.076 mm (±0.003 in) |
| Software | Intelli-MAX Software Suite (included) |
| Machine Weight | 5,900 kg (13,000 lb) approximate |
| Electrical | 200–230 VAC or 380–480 VAC 3-phase 50/60 Hz |
Strengths & Limitations
Strengths
- Intelli-MAX Software automatically optimizes cutting speed per path segment — maintains consistent cut quality in corners without operator speed management, reducing operator training requirements
- Direct-drive servo system provides ±0.076 mm positioning accuracy — precision approaching laser cutting for a waterjet machine, suitable for aerospace and precision component production
- 80 x 160 in table handles full 4x8 ft sheets with room to spare — enables production of oversized parts and long structural components without repositioning
- Dynamic Waterjet taper compensation head (optional) eliminates kerf taper on thick material — enables precision bevel and perpendicular cuts for weld prep and precision parts
- OMAX's strong North American service network and extensive online training resources provide reliable support for university, research, and job shop customers
Limitations
- OMAX's 60,000 psi maximum pressure is lower than some competitors (Flow, KMT at 87,000 psi) — lower pressure reduces cutting speed on material over 50 mm
- EnduroMAX pump uses a direct-drive intensifier that may have higher maintenance requirements than some crankshaft-drive pump designs at high cycle counts
- Price in the $150K–$300K range is higher than some offshore waterjet competitors — buyers prioritizing lowest initial cost will find cheaper alternatives
Best For
Frequently Asked Questions
01
Intelli-MAX is OMAX's integrated CAD/CAM and machine control software that uses a mathematical model of abrasive waterjet cutting to automatically optimize cutting parameters for each segment of the programmed cutting path. For straight runs, Intelli-MAX accelerates to maximum speed for the specified quality level. In corners, curves, and tight radii, the software automatically reduces speed to avoid overcutting and rounding of internal corners. The software also manages lead-in/lead-out moves, pierce point location, and tab positioning. The result is consistent cut quality across the entire part without the operator manually programming speed changes at every corner — a significant advantage over manual speed management in conventional waterjet G-code.
02
At standard 90-degree orientation, abrasive waterjet produces a cut with slight taper — the kerf is wider at the top (where the jet enters) than at the bottom (where it exits). On thin material (<6 mm), the taper is negligible (< 0.1 mm per side). On thick material (25–50 mm), the taper can be 0.5–2.0 mm per side — significant for precision parts. Dynamic Waterjet is OMAX's optional 5-axis cutting head that tilts the waterjet nozzle slightly (typically 1–5 degrees) opposite to the natural taper, compensating for the taper and producing near-perpendicular cut walls. This enables tight-tolerance parts from thick material and high-quality bevel cuts for weld preparation.
03
Flow International (FlowCut/Mach series) offers higher maximum pump pressure (87,000 psi vs OMAX's 60,000 psi) — higher pressure cuts faster on material over 50 mm. Flow's HyPrecision pump design is well-regarded for reliability in heavy production environments. OMAX's Intelli-MAX software is widely praised for ease of use, automatic quality optimization, and the taper compensation algorithm. OMAX is particularly strong in job shops and academic institutions; Flow is preferred in heavy production aerospace and shipbuilding environments. Both are premium waterjet brands — choice often depends on local service availability and specific application requirements.
04
OMAX EnduroMAX pumps typically operate at abrasive flow rates of 250–750 g/min depending on the cutting application and orifice diameter. On the 60 HP pump at 0.014 in orifice: approximately 500–600 g/min for mild steel cutting; 300–400 g/min for precision aluminum. Garnet abrasive costs $0.30–0.60/kg — at 500 g/min, abrasive cost is $9–18/hour. For a typical production shop running 6–8 hours/day, abrasive cost is $50–140/day. OMAX's software allows setting abrasive flow rate per material/thickness — the parameter database includes recommended values for common materials, enabling consistent abrasive usage without manual management.
05
Yes — waterjet cutting is one of the preferred methods for glass and stone. For standard window glass and mirrors, pure waterjet (no abrasive) at reduced pressure pierces and cuts without thermal shock. For thick glass (>12 mm), decorative tiles, granite, marble, and engineered stone: abrasive waterjet at low feed rates with proper piercing techniques cuts cleanly. Tempered glass is the exception — tempered glass has internal stress that causes shattering when the cut path approaches the edge; tempered glass generally cannot be waterjet cut. Granite and marble cut beautifully with abrasive waterjet — kerf of 1.0–1.2 mm produces tight-fitting stone mosaic work and countertop inlays.
Videos

listatool

OMAXCorp

tciprecisionmetals

The Hawks Nest
Community Discussions
Pricing and buying discussion — Maxiem series Waterjets by Omax - CNCzone
Troubleshooting and problem-solving — Need Help! Water flowing back into nozzle - cnczone.com
Community discussion — Newbie New to waterjet cutting - cnczone.com
Community discussion — Need Help! Flow waterjet blowing out mixing tube - CNCzone
Links to community discussions. Summaries are editorial — visit the original thread for full context.