Jet Edge X-5 5-Axis Waterjet Cutting System
Key Specifications
Accuracy
cutting area
pump pressure
pump power
max cutting thickness
cutting speed
Overview
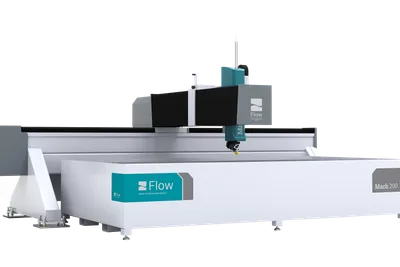
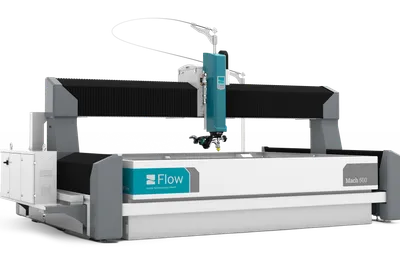
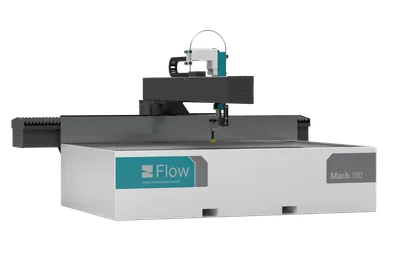
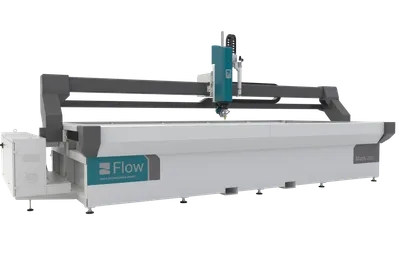
The Jet Edge X-5 is a 5-axis CNC waterjet cutting system engineered for precision cutting of complex 3D geometries and bevel-edge parts in virtually any material. Where standard 3-axis waterjet cuts perpendicular to the table surface, the X-5's A/B tilting cutting head introduces two additional rotational axes that allow the abrasive waterjet stream to be angled up to 60 degrees from vertical. This capability enables chamfer cutting, countersink profiles, weld-prep bevels, and true 3D contouring — applications that would otherwise require robotic waterjet or multi-setup machining operations. Jet Edge manufactures both the cutting machine and the high-pressure intensifier pump, providing a unified system from a single manufacturer.
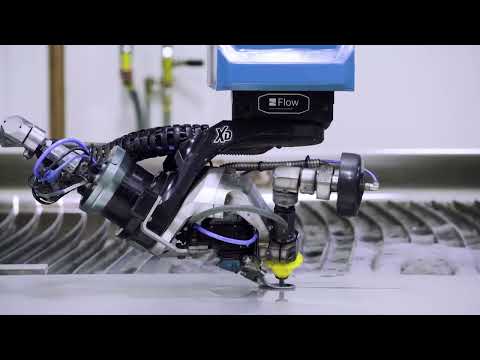
The X-5 is built on Jet Edge's heavy-duty welded steel bridge gantry with precision linear guides and servo-driven ball screws or rack-and-pinion drives on X, Y, and Z axes. The 5th-axis wrist head provides the A/B rotations through servo-driven articulation with positional feedback, maintaining stream position accuracy at the cutting surface even as the head angle changes. Cutting head positioning accuracy is critical in 5-axis waterjet because stream divergence from the cutting line scales with head angle — the X-5's precision motion system minimizes this effect to maintain useful part tolerances across the full angular range. tml Jet Edge offers the X-5 with their own high-pressure intensifier pumps in 50 HP to 200 HP ratings at pressures from 60,000 psi to 94,000 psi. The high-pressure option (90,000+ psi) reduces abrasive consumption and improves cutting speed — a significant operating cost consideration at production volumes. The cutting head accepts standard 5-axis abrasive waterjet nozzle assemblies, and Jet Edge provides cutting parameter databases for common materials and thicknesses to speed job setup. Garnet abrasive delivery and mixing chamber are integrated into the cutting head assembly.
The X-5 targets aerospace fabricators, automotive tooling shops, and contract manufacturers who need 5-axis waterjet capability without the floor space and capital requirements of large robotic waterjet systems. Aerospace applications include titanium and composite component edge prep, countersink cutting, and compound-angle trim cuts on formed parts. Automotive applications include die and fixture cutting with angled surfaces and tool steel components with weld-prep bevels. For job shops looking to differentiate with complex waterjet geometry capability, the X-5 provides genuine 5-axis performance in a bridge-gantry platform.
Full Specifications
| Parameter | Value |
|---|---|
| Cutting Area | 5 x 10 ft (1,524 x 3,048 mm) standard; larger configurations available |
| Pump Pressure | 60,000 psi (4,137 bar) standard; 90,000 psi (6,205 bar) optional |
| Pump Power | 50 HP to 200 HP (37–149 kW) depending on intensifier configuration |
| Max Cutting Thickness | Up to 6 in (152 mm) on most materials; 12 in (305 mm) on soft materials |
| Positioning Accuracy | ±0.003 in (±0.076 mm) on 3-axis; angular accuracy ±0.1° on A/B axes |
| Cutting Speed | 0.5–200 ipm depending on material, thickness, and quality requirement |
| Control System | Jet Edge Intelli-MAX CNC (IGEMS nesting, 5-axis toolpath, material database) |
| Machine Weight | Approx. 8,000–12,000 lb (3,630–5,440 kg) not including pump |
Strengths & Limitations
Strengths
- True 5-axis capability with ±60° head rotation enables chamfer cuts, weld-prep bevels, countersinks, and 3D contouring in a single setup without repositioning
- Jet Edge manufactures both the cutting system and intensifier pump, providing a unified single-vendor support relationship for the complete high-pressure cutting system
- Ultra-high pressure option (90,000+ psi) reduces abrasive consumption by 30–40% versus standard 60,000 psi systems — significant operating cost savings at production volumes
- Cuts virtually any material without heat-affected zone — titanium, composites, glass, ceramics, hardened steel, and thick armor plate all cut with the same platform
Limitations
- 5-axis cutting introduces significant programming complexity compared to 3-axis — accurate 5-axis toolpaths require either CAM software proficiency or pre-qualified part programs
- High initial investment ($200K–$450K) requires substantial production volume or high-value work to achieve acceptable ROI versus sending 5-axis work to outside services
- Abrasive waterjet has significant operating costs — garnet consumption, high-pressure seal replacement, and pump maintenance are ongoing expenses that must be budgeted
Best For
Frequently Asked Questions
01
The X-5 cuts virtually any material that can be positioned on the table. Common materials include carbon steel, stainless steel, aluminum, titanium, Inconel and other nickel alloys, hardened tool steel, glass, stone, ceramics, carbon fiber and fiberglass composites, rubber, foam, and plastics. The waterjet process produces no heat-affected zone, making it particularly valuable for materials sensitive to thermal distortion or for preserving heat treatment in hardened components. Maximum cutting thickness varies by material — 6 in on metals, 12+ in on stone and soft materials.
02
Each process has strengths. Laser bevel cutting is fast on thin sheet but limited to a few degrees of head tilt on most systems. Plasma bevel cutting (with bevel head) handles carbon steel well but produces heat-affected zone and limited angular range. Waterjet 5-axis cutting provides no heat-affected zone, unlimited material compatibility, and up to 60 degrees of head tilt — making it the only practical choice for bevel cuts in composites, ceramics, titanium, and heat-sensitive materials. Waterjet is slower than laser and plasma but uniquely capable on difficult materials.
03
Higher pump pressure (90,000 psi vs. 60,000 psi) produces a faster, more energetic abrasive stream that cuts faster at the same abrasive flow rate — or achieves equivalent cut quality with less abrasive. Studies show 90,000 psi systems consume 30–40% less garnet abrasive than 60,000 psi systems for equivalent cut quality. At high production volumes, abrasive savings can amount to thousands of dollars per month, making the ultra-high-pressure pump a compelling investment for busy waterjet operations. Nozzle and seal life at higher pressure requires monitoring.
Videos

L.A.

Jet Edge Waterjet Systems - OFFICIAL PAGE

Jet Edge Waterjets

WARDJet - Waterjet Cutting Machines
NORTH SOUTH MACHINERY
Community Discussions
Community discussion — 5'x5' Jet Edge Water Jet Machines Cut Virtually Anything
Maintenance and service — Fabrication: CNC Laser, Waterjet, Plasma, Welding | Waterjet ...
Community discussion — Fabrication: CNC Laser, Waterjet, Plasma, Welding | 5 axis ...
Community discussion — Smallest/finest 5 axis waterjet? - Practical Machinist
Owner experience and review — Water jet recommendations? : r/Machinists - Reddit
Community discussion — Holes and Slots on water jet are too small. :
Troubleshooting and problem-solving — Waterjet piercing question : r/Machinists - Reddit
Pricing and buying discussion — Waterjet lead-in wrong? : r/Machinists - Reddit
Links to community discussions. Summaries are editorial — visit the original thread for full context.