Jet Edge PX-50/100
Key Specifications
Table Size
Accuracy
x axis travel
y axis travel
z axis stroke
drive system
Overview
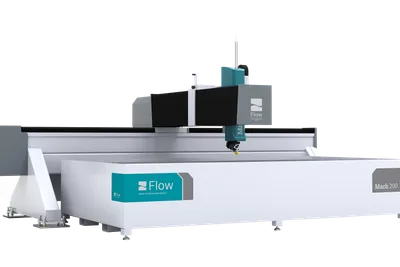
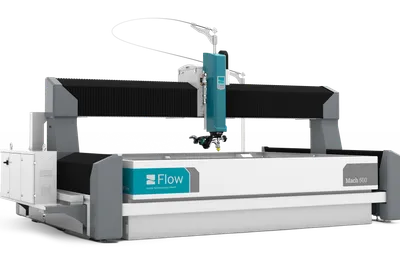
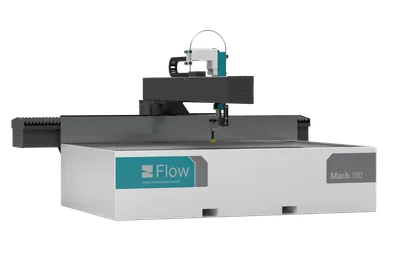
The Jet Edge PX-50/100 is a heavy-duty CNC waterjet cutting system from Jet Edge, Inc., headquartered in St. Michael, Minnesota. Jet Edge is a US manufacturer of ultra-high-pressure waterjet cutting equipment focused on the industrial, aerospace, and automotive tooling markets. Founded in 1984, Jet Edge designs and manufactures both the cutting tables and the ultra-high-pressure pump systems, providing complete integrated waterjet systems with a single-source US manufacturing accountability.
The PX-50/100 designation refers to the table size: 50 x 100 inches (1,270 x 2,540 mm), providing a 4 x 8 ft cutting surface for full-sheet processing of standard steel, aluminum, and non-metallic panels. The machine uses Jet Edge's Mid Rail gantry design — a precision welded steel bridge with ground linear rails and rack-and-pinion servo drives. The system integrates with Jet Edge's own intensifier pump systems (15 HP to 100 HP, 60,000 psi) or KMT pump systems for 87,000 psi operation.
Jet Edge machines are compatible with IGEMS CAM software (a waterjet-specific CAM platform used by Flow, OMAX, and many other waterjet brands) for part programming. The machine's CNC uses standard G-code, making it compatible with any waterjet CAM package the customer prefers. Jet Edge positions their machines as industrial-grade open-platform systems — the operator is not locked into proprietary software.
The PX-50/100 competes with the OMAX 2626 and the Flow Mach 100b in the 4 x 8 ft production waterjet class. Jet Edge's differentiators are US manufacturing, open-platform CNC compatibility, integrated pump-and-table system engineering, and strong positioning in aerospace and defense manufacturing applications. Pricing typically runs $80,000–$180,000 depending on pump power.
Full Specifications
| Parameter | Value |
|---|---|
| Table Size | 1,270 x 2,540 mm (50 x 100 in) |
| X Axis Travel | 2,620 mm (103 in) |
| Y Axis Travel | 1,350 mm (53 in) |
| Z Axis Stroke | 200 mm (7.9 in) |
| Drive System | Rack-and-pinion, AC servo motors with linear rails |
| Pump Options | Jet Edge intensifier 15–100 HP (60,000 psi); KMT option (87,000 psi) |
| Max Pump Pressure | 60,000 psi standard; 87,000 psi with KMT option |
| Max Mild Steel Thickness | 50 mm (2 in) production; 75 mm severance |
| Max Stone Thickness | 150 mm (6 in) |
| Cutting Speed Rapid | 15 m/min |
| Positioning Accuracy | ±0.1 mm |
| Software | Open platform (IGEMS CAM recommended; G-code compatible) |
| Machine Weight | 2,800 kg (6,173 lb) approximate |
| Electrical | 208–480 VAC 3-phase 50/60 Hz |
Strengths & Limitations
Strengths
- US manufacturing in St. Michael, Minnesota provides strong domestic service support and fast parts availability for US-based operations
- Open-platform CNC with standard G-code compatibility — use IGEMS, OMAX software, or any other waterjet CAM without proprietary lock-in
- Single-source pump-and-table manufacturing provides optimized system integration and single point of responsibility for system performance
- Competitive pricing relative to Flow and OMAX for comparable 4x8 ft table configurations — meaningful cost difference at equivalent pump power
- Jet Edge's aerospace and defense customer base demonstrates process capability for quality-critical applications
Limitations
- Jet Edge's brand recognition is lower than Flow International and OMAX — less third-party documentation, training resources, and online community support
- Mid Rail gantry design at 60,000 psi maximum is limited for material over 50 mm — shops cutting thick plate regularly need the 87,000 psi KMT option at additional cost
- Limited table size options compared to Flow and OMAX — the PX-50/100 is the primary production table; very large table configurations are less available than from leading competitors
Best For
Frequently Asked Questions
01
IGEMS (Integrated GEometry Management System) is a professional waterjet CAM software developed in Sweden and used by many waterjet machine brands including Jet Edge, Flow, and OMAX (as an alternative to their proprietary packages). IGEMS provides: DXF/DWG import; manual and automatic nesting; lead-in/lead-out management; speed database for material/thickness/quality combinations; taper compensation; and multi-head path generation. The software outputs standard G-code that the Jet Edge CNC executes directly. IGEMS is available on subscription or perpetual license — Jet Edge recommends it as their primary CAM software, but any G-code-generating waterjet CAM system is compatible.
02
Higher pressure increases the kinetic energy of the waterjet, enabling faster cutting on thick material. The relationship is approximately: doubling the pressure increases cutting speed by 30–50% on thick material. On thin material (under 6 mm), the difference in speed is smaller because the jet is already faster than the machine can accurately traverse. The significant benefit of 87,000 psi is at 25–75 mm material thickness where speed improvement directly reduces cycle time and cost per part. The trade-off: 87,000 psi accelerates seal and valve wear in the pump — higher maintenance frequency and consumable cost vs 60,000 psi. Most job shops use 60,000 psi for general work; aerospace and heavy plate cutting benefit from 87,000 psi.
03
Waterjet cutting is limited by: tempered glass (internal stress causes shattering); some hardened ceramics (very brittle materials may crack from water impact before cutting completes — requires special slow piercing techniques); wood and wood composites (swells and delaminations from water absorption — possible but not ideal); certain foam composites (water saturation changes foam structure). Materials that cut well with waterjet: steel, stainless, aluminum, titanium, Inconel (all metals); granite, marble, quartzite, limestone (stone); carbon fiber, fiberglass, Kevlar (composites); rubber, gasket material, foam (pure water); copper, brass, bronze; acrylic, polycarbonate, HDPE (plastics).
04
At 60,000 psi on 6 mm mild steel with a typical 0.014 in orifice: cutting speed is approximately 2,500–3,500 mm/min. Abrasive flow at production settings: 300–400 g/min. For a 1,000 mm long cut at 3,000 mm/min, cutting time is 20 seconds, consuming approximately 100 g of garnet. Cost: $0.04–0.08 per meter of 6 mm mild steel cut. For thin sheet production (1–3 mm), cutting speed increases to 5,000–8,000 mm/min at reduced abrasive flow — per-meter garnet cost decreases. Garnet cost is most significant on thick material (25–50 mm) where cutting speed drops to 200–500 mm/min at full abrasive flow.
05
Yes — waterjet cutting is one of the preferred processes for aerospace titanium (Ti-6Al-4V and Ti-5Al-5V-5Mo-3Cr). Waterjet produces no HAZ, no microstructural changes from heat, and no work hardening at the cut edge — all critical for fatigue-limited aerospace structural titanium. The PX-50/100 at 60,000 psi cuts 10 mm Ti-6Al-4V at approximately 250–400 mm/min with quality cut edges. At 87,000 psi (KMT option), cutting speed improves to 400–600 mm/min. For NADCAP certification on titanium, Jet Edge's documented process capability parameters and aerospace customer references support the audit process. Jet Edge should be consulted for specific cutting parameter recommendations for each titanium alloy and thickness.
Videos

SupereFix

Alpha Science Academy

AirHunter PK
Community Discussions
Community discussion — 5'x5' Jet Edge Water Jet Machines Cut Virtually Anything
Maintenance and service — Waterjet Machines - Practical Machinist
Troubleshooting and problem-solving — Waterjetting 5052 H32 - some issues - Practical Machinist
Community discussion — Fabrication: CNC Laser, Waterjet, Plasma, Welding | Need ...
Owner experience and review — Water jet recommendations? : r/Machinists - Reddit
Pricing and buying discussion — Honest opinions on Jet lathes, mills and saws? :
Community discussion — Vise recommendations? Best for the money : r/Machinists - Reddit
Pricing and buying discussion — Line boring questions : r/Machinists - Reddit
Links to community discussions. Summaries are editorial — visit the original thread for full context.