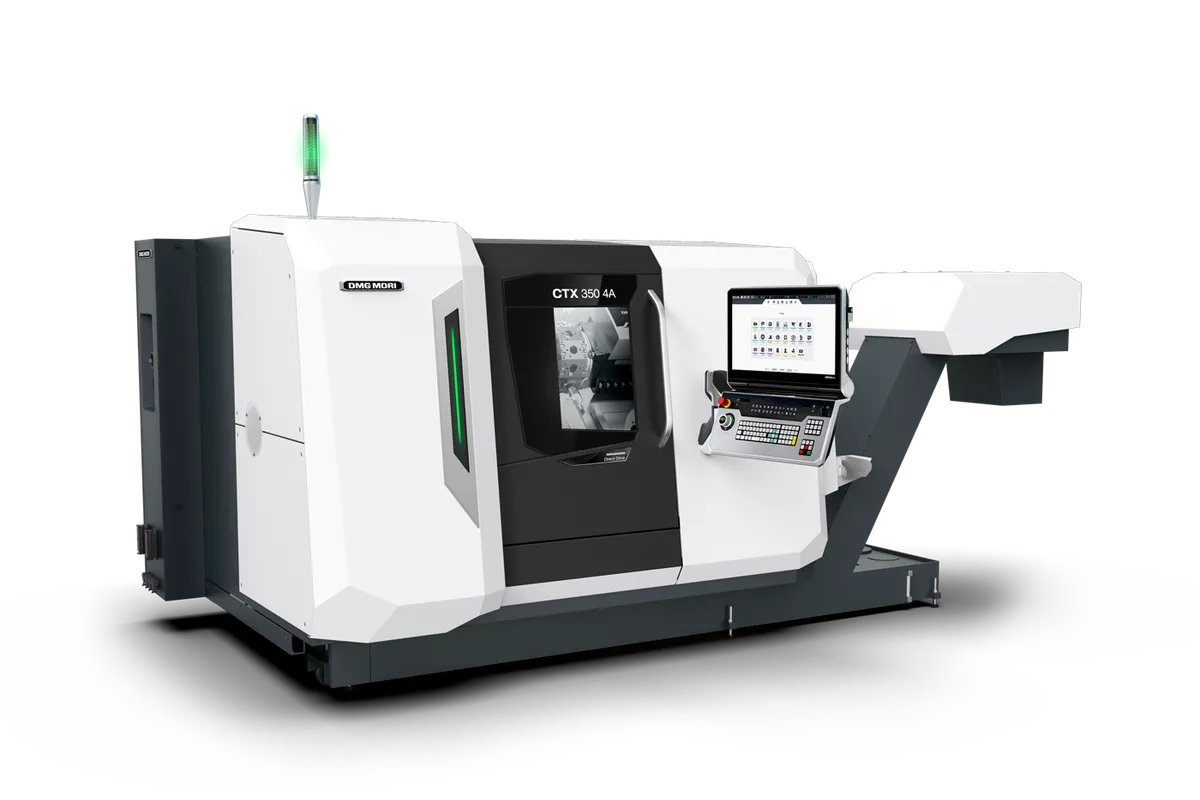
DMG Mori CTX 350 4A
Key Specifications
Rapid Traverse
Max Turn Length
max turning diameter
main spindle speed
main spindle power
main spindle torque
Overview
The DMG Mori CTX 350 4A is the production-oriented variant of the CTX 350, adding a second tool carrier that transforms this compact turning center into a parallel-processing powerhouse. The 4A designation refers to the four-axis simultaneous machining capability, where the upper turret works on one end of the part while the lower turret or sub-spindle handles backworking simultaneously. For production shops running medium-to-high volumes of small turned parts, this cuts cycle times by 20-40% compared to sequential single-turret processing.
The main spindle carries the same 22 kW (29.5 hp) motor at 5,000 RPM with 350 Nm of torque found in the standard CTX 350. What changes the game is the dual-turret configuration. Both turrets can be equipped with driven tools, giving operators up to 24 tool positions and the ability to rough with one turret while finishing with the other. The BMT 45 turret option is available on both carriers, maintaining the rigidity advantage of built-in motor technology across all tool stations.
Max turning diameter remains 320 mm (12.6 in) with 535 mm (21.1 in) of turning length. Bar capacity through the main spindle is 65 mm (2.56 in), and the integrated counter-spindle handles part pickup and backside operations without manual intervention. The Y-axis option on the upper turret adds plus/minus 40 mm of travel for off-center milling. With both turrets active, the CTX 350 4A achieves spindle utilization rates north of 80%, a number that moves the needle on cost-per-part.
The machine runs CELOS with FANUC or Siemens underneath, and the dual-channel control architecture manages both turrets independently for true simultaneous operation. Programming dual-turret cycles does require CAM software with multi-channel support (Esprit, hyperMILL, or GibbsCAM) or experienced manual programmers who understand synchronization commands.
At 80,000-50,000, the CTX 350 4A competes with the Nakamura-Tome SC-200 and Mazak QT-200MSY with sub-spindle. Used units from 2018-2022 trade between 00,000 and 60,000. The premium over the standard CTX 350 pays for itself quickly in high-volume production where parallel processing directly reduces cycle times and cost per part.
Full Specifications
| Parameter | Value |
|---|---|
| Max Turning Diameter | 320 mm (12.6 in) |
| Max Turning Length | 535 mm (21.1 in) |
| Main Spindle Speed | 5,000 RPM |
| Main Spindle Power | 22 kW (29.5 hp) |
| Main Spindle Torque | 350 Nm (258 ft-lb) |
| Sub Spindle Speed | 5,000 RPM |
| Sub Spindle Power | 15 kW (20.1 hp) |
| Spindle Nose | A2-6 |
| Chuck Size | 210 mm (8 in), optional 254 mm (10 in) |
| Bar Capacity | 65 mm (2.56 in) |
| X Axis Travel | 215 mm (8.5 in) |
| Y Axis Travel | +/-40 mm (+/-1.6 in), optional |
| Z Axis Travel | 535 mm (21.1 in) |
| Turret Configuration | Dual turret, 12 stations each (24 total) |
| Turret Type | VDI 30 or BMT 45 |
| Driven Tool Speed | Up to 6,000 RPM (BMT 45) |
| Rapid Traverse Rate | 30 m/min (1,181 ipm) X and Z |
| Machine Weight | 5,200 kg (11,464 lb) |
| CNC Control | CELOS with FANUC or Siemens (dual-channel) |
| 320 Mm | 12.6 in. |
| 530 Mm | 20.9 in. |
| 65 Mm | 2.6 in. |
| 185 Mm | 7.3 in. |
| 100 Mm | 3.9 in. |
| 495 Mm | 19.5 in. |
| Customer Benefits | Before the actual machining, the machining status can be checked by using a graphic |
Specifications sourced from us.dmgmori.com — verified 2026-03-28
Strengths & Limitations
Strengths
- Dual-turret configuration enables simultaneous machining on main and sub-spindle sides, cutting cycle times 20-40% on production parts versus single-turret setups
- 24 total tool positions across two turrets eliminate most tool change requirements for complex parts, reducing non-cutting time and setup complexity
- Integrated counter-spindle with part pickup enables complete done-in-one manufacturing from bar stock, eliminating manual handling between operations
- Both turrets accept BMT 45 driven tools at 6,000 RPM, maintaining milling rigidity on both tool carriers for consistent feature quality on both part ends
- Compact footprint keeps the 4A variant from consuming significantly more floor space than the standard CTX 350 despite the added turret
- Dual-channel control architecture manages both turrets independently, enabling true parallel processing with synchronization for optimal cycle time
Limitations
- Starting at 80K, it costs 0-70K more than the standard CTX 350 and twice as much as simpler single-turret lathes with sub-spindle
- Dual-turret programming requires CAM software with multi-channel support or experienced programmers familiar with synchronization commands
- 320 mm turning diameter and 535 mm length remain the same as the standard CTX 350, so you are paying for speed not capacity
- Collision risk is higher with two turrets operating simultaneously, demanding careful simulation and prove-out before running production
Best For
Frequently Asked Questions
01
A new CTX 350 4A starts around 80,000 in base configuration. Adding BMT turrets on both carriers, Y-axis, bar feeder prep, and high-pressure coolant can push the price to 30,000-50,000. Used 4A machines from 2018-2022 sell between 00,000 and 60,000.
02
The 4A adds a second tool carrier (lower turret) and an integrated counter-spindle for simultaneous machining. The standard CTX 350 has a single turret with optional sub-spindle. The 4A is designed for production environments where parallel processing reduces cycle times.
03
Yes. Dual-turret programming requires CAM software with multi-channel support. Esprit, hyperMILL, and GibbsCAM all support DMG Mori dual-turret machines.
04
For components with significant work on both ends, the 4A typically saves 20-40% of cycle time. For parts that are mostly front-side turning with minimal backworking, savings are closer to 10-15%.
05
Yes. The dual-channel control lets you use just one turret for simpler jobs. Many shops run the 4A in single-turret mode for low-volume job work and switch to dual-turret programs for production runs.
Videos

DMG MORI

MTDCNC

DMG MORI

DMG MORI

DMG MORI
Community Discussions
Community discussion — Anyone here run Mori NT, NTX or CTX? : r/Machinists - Reddit
Community discussion — question for all CNC lathe people out there :
Community discussion — General turning centre buying advice (and question about DMG ...
Maintenance and service — DMG MORI tool change alarm help : r/Machinists - Reddit
Links to community discussions. Summaries are editorial — visit the original thread for full context.